結合國家焊工(初級)考試最新大綱及焊工(初級)考試真題匯總,有助于焊工(初級)模擬考試軟件考前練習。1、【判斷題】()電弧電壓是決定單道焊縫厚度的主要因素。(×)2、【判斷題】()碳鋼焊條的選用應遵循等強度的原則。(√)3、【判斷題】手工電弧焊主要污染危害是:煙和光輻射。(...
2021-09-02 07:38:13
割考試。1、【判斷題】 焊接電流大小是決定焊縫熔寬的最主要參數。(×)2、【判斷題】液化氣瓶的聯接形式為倒旋螺紋。(√)3、【判斷題】 MIG焊適用于鋁及鋁合金、不銹鋼等材料中、厚板焊接。(√)4、【判斷題】根據焊接工藝的不同,電弧焊可分為自動焊半自動焊氬弧焊和手工...
2021-06-30 06:01:44
與熱切割考試。1、【判斷題】 焊條電弧焊可以在任何有電源的地方進行焊接作業。(√)2、【判斷題】焊工如遇到與焊割“十不燒”之中有一條不符合要求的,有權拒絕焊割。(√)3、【判斷題】 手工堆焊時,應采用較大電壓。(×)4、【判斷題】鋁熱焊設備簡單投資少,焊接操作簡便,無需電源。(√
2021-08-31 06:21:35
卓越;5.簡易的手工電弧焊功能,更適合野外工作;6.最小焊接電流是35A,薄板焊接的最佳選擇;7.重量輕,體積小,便于移動;8.節能省電,使用費用低,對電網容量要求低。手工焊數字直流逆變焊機整機產品
2018-12-03 14:16:54
項目名稱:手工氬弧一體焊數字直流逆變焊機完整解決方案項目介紹:自主研發項目。目前焊機市場多數都是采用模擬控制方式,這種傳統的控制方式存在很多弊端,如控制方式復雜、所需器件繁多等。針對目前市場現狀
2018-12-03 14:15:04
,操作人員將不會有任何感覺 該點就是最佳焊接溫度 焊臺溫度的正確設定不僅對焊點的質量有很大的影響,而且對烙鐵頭的壽命也有重大的影響。 搜索更多相關主題的帖子: 手工焊接 焊臺 工作溫度 設定
2010-08-26 19:41:17
焊盤命名規范 通常我們的焊盤分為通過孔(THP)焊盤和表貼(SMD)焊盤兩種形式。但這兩種形式當中,又有多種形狀。所以我們要有一個統一的命名規范,以方便以后調用。一、THP焊盤命名規范圓形通孔焊盤
2011-12-31 17:27:28
本帖最后由 iamstrongman 于 2012-2-16 22:44 編輯
大家好偶是初學者,想請教下焊盤的畫法1.我們普通放置焊盤一般頂層和低層都會有焊盤;并且頂層和底層焊盤間中間的通孔
2012-02-16 22:32:40
知識。一、焊盤種類總的來說焊盤可以分為7大類,按照形狀的區分如下1.方形焊盤——印制板上元器件大而少、且印制導線簡單時多采用。在手工自制PCB時,采用這種焊盤易于實現。2.圓形焊盤——廣泛用于元件規則
2018-08-04 16:41:08
以下片式元件兩端焊盤應保證散熱對稱性,焊盤與印制導線的連接部寬度不應大于0.3mm(對于不對稱焊盤)。關于」立創商城,成立于2011年,致力于為客戶提供一站式電子元器件線上采購服務。擁有10000多平方米現代化元器件倉庫,現貨庫存超160000種。本文由立創商城整合,版權歸原作者所有。
2018-08-18 21:28:13
請問下,為什么我放置焊盤的時候,捨取點一直是在焊盤的邊緣的,而不是在焊盤的中心的,我的焊盤是不規則焊盤,D-shape就是有矩形跟圓構成的,請問怎么破?
2016-08-12 15:50:09
/12094F32605.jpg] 開口形焊盤——為了保證在波峰焊后,使手工補焊的焊盤孔不被焊錫封死時常用。[url=http://www.dzjs.net/upimg/userup/0910
2014-12-31 11:38:54
問題。
3、焊盤寬度比器件引腳窄
焊盤設計的寬度比元器件寬度窄,在SMT貼片時元器件接觸的焊盤面積少,很容易造成元器件側立或翻轉。
4、焊盤長度比器件引腳長
設計的焊盤不能比元器件的引腳太長,超出一定
2023-05-11 10:18:22
。我們常見的焊盤形狀有方形焊盤,即印制板上元器件大而少、且印制導線簡單時多采用。在手工自制PCB時,采用這種焊盤易于實現。還有就是圓形焊盤:廣泛用于元件規則排列的單、雙面印制板中。若板的密度允許,焊盤可大
2020-06-01 17:19:10
PCB設計中焊盤孔徑與焊盤寬度設置多少?
2023-04-12 11:34:11
TPS71733DRVR機焊的時候沒有輸出,但手工焊卻沒問題,這種情況一般是什么導致的?這個料的機焊應該注意什么問題?機焊溫度應該把握在什么范圍合適?給我個回復
2016-11-08 11:11:55
,按照形狀的區分如下 1.方形焊盤——印制板上元器件大而少、且印制導線簡單時多采用。在手工自制PCB時,采用這種焊盤易于實現。 2.圓形焊盤——廣泛用于元件規則排列的單、雙面印制板中。若板的密度允許
2018-07-25 10:51:59
PCB手工浸焊的流程一般為先為插件(或是先短腳作業)→浸焊→剪腳→補焊→清洗(測量檢驗) (1)插件:這部分因為各個客戶的PCB有所不同,不好講得太具體,簡單說下插件會用到的設備,有實體廠商一般
2016-11-22 22:34:31
PCB手工浸焊的流程一般為先為插件(或是先短腳作業)→浸焊→剪腳→補焊→清洗(測量檢驗) (1)插件:這部分因為各個客戶的PCB有所不同,不好講得太具體,簡單說下插件會用到的設備,有實體廠商一般
2016-09-19 21:09:45
焊盤與過孔設計元器件在印制板上的固定,是靠引線焊接在焊盤上實現的。過孔的作用是連接不同層面的電氣連線。(1)焊盤的尺寸焊盤的尺寸與引線孔、最小孔環寬度等因素有關。應盡量增大焊盤的尺寸,但同時還要考慮
2018-12-05 22:40:12
個人的一點經驗:覆銅與導線、焊盤間距>=20mil,間距太小,手工焊原件時可能會破壞覆銅~~板子邊框要在keepout layer或者機械層畫,線太細,絲印層畫板框廠家不看的。覆銅區的無連接死銅區應該刪除
2015-01-21 16:42:35
同樣放兩個過孔,為什么這個地過孔就會破壞焊盤的阻焊,電源的就沒事,這個是什么規則造成的?
2019-06-20 05:35:17
各位大俠,請問手工畫PCB板時怎么添加電源/地焊盤啊?謝謝、謝謝[此貼子已經被admin于2009-6-29 16:46:51編輯過]
2009-06-29 11:35:53
焊接技術在電子產品的裝配中占有極其重要的地位。一般焊接分為兩大類:回流焊和波峰焊。 回流焊又稱再流焊,是指通過重新熔化預先分配到印制板焊盤上的膏狀軟釬焊料,實現表面貼裝元器件焊端或引腳與印制板
2015-01-27 11:10:18
,雙面貼裝。 A,單面貼裝:預涂惕膏 --》 貼片(分為手工貼裝和機器自動貼裝) --》 回流焊 --》 檢查及電測試。 B,雙面貼裝:A面預涂惕膏 --》 貼片(分為手工貼裝和機器自動貼裝
2023-04-13 17:10:36
(分為手工貼裝和機器自動貼裝) → 回流焊 → 檢查及電測試。B,雙面貼裝:A面預涂錫膏 → 貼片(分為手工貼裝和機器自動貼裝) → 回流焊 →B面預涂錫膏 →貼片(分為手工貼裝和機器自動貼裝)→ 回流焊
2018-10-16 10:46:28
1. 文章研究主要問題在雙弧脈沖熔化極惰性氣體保護焊的過程中存主旁弧脈沖電流波形匹配以及耦合電弧穩定性的問題。2. 結論分析了雙弧脈沖 MIG 焊的特點和控制要求,實現雙弧脈沖 MIG 焊方法必須
2021-12-20 06:26:47
前也是很多新的中小型電子器件制造業企業的貼片生產制造再用手工開展貼片,大伙兒應當搞清楚手工貼片沒辦法操縱品質,不合格率挺大,尤其是在回流焊加工工藝階段,回流焊加工工藝電焊焊接品質與前邊的錫膏包裝
2020-07-01 11:27:32
窄焊盤設計的寬度比元器件寬度窄,在SMT貼片時元器件接觸的焊盤面積少,很容易造成元器件側立或翻轉。4焊盤長度比器件引腳長設計的焊盤不能比元器件的引腳太長,超出一定范圍在SMT回流焊過程中過多的焊劑
2023-03-10 11:59:32
最近在研究電弧焊接,通過電弧傳感器測量焊接電流,根據焊接電流反饋大小來控制焊接頭與焊件之間的距離,以實現更好的焊接。
2014-12-22 22:47:48
做了比較,并提出了一種有效的旋轉電弧信號組合濾波方法,實驗證明:該方法能更有效地抑制電弧信號的干擾,保留有用的信號特征信息。關鍵詞:旋轉電弧;信號;數字濾波;電弧焊
2009-10-13 14:57:03
,使CO2氣保焊的性能卓越;5.簡易的手工電弧焊功能,更適合野外工作;6.最小焊接電流是35A,薄板焊接的最佳選擇;7.重量輕,體積小,便于移動;8.節能省電,使用費用低,對電網容量要求低。氣體保護焊
2018-12-03 14:15:23
在PCBA加工中,兩種常見的焊接方式就是回流焊和波峰焊。那么在pcba加工中,回流焊的作用是什么,波峰焊的作用是什么,他們的區別又在哪里呢?1.回流焊:是指通過加熱融化預先涂布在焊盤上的焊錫膏
2020-06-05 15:05:23
浸焊除了有預熱的工序外,焊接過程基本與手工焊接類似。
2019-10-10 09:00:42
焊絲是作為填充金屬或同時作為導電用的金屬絲焊接材料。在氣焊和鎢極氣體保護電弧焊時,焊絲用作填充金屬;在埋弧焊、電渣焊和其他熔化極氣體保護電弧焊時,焊絲既是填充金屬,同時也是導電電極。焊絲的表面不涂
2017-05-24 09:16:06
傾斜角不大的焊件,均可用埋弧焊。板厚需大于5毫米(防燒穿)。焊接碳素結構鋼、低合金結構鋼、不銹鋼、耐熱鋼、復合鋼材等。2、焊條電弧焊:原理:用手工操作焊條進行焊接的電弧焊方法。利用焊條與焊件之間建立起來
2017-10-23 09:39:35
` 誰來闡述一下電路板焊盤焊掉了怎么辦?`
2020-01-15 15:27:10
小電源板,9連板,大板尺寸142mm*81mm,貼片和插件混合,采用浸焊,溫度260-265,助焊劑友邦的樹脂型,也就是松香水助焊劑,浸焊后有大量連焊和漏孔的。連焊是貼片SOP7腳芯片的4腳這一
2021-10-07 13:20:19
公司采購一批液晶屏使用了思立微芯片GSL915,到貨測試OK,但是靜置一段時間后出現無觸,后重新焊接觸摸IC,又OK。如果芯片虛焊,為何有十幾片液晶屏都是無觸,難道虛焊的腳位一致?這可能比較小,有沒有專業的大哥幫忙分析下。謝謝
2019-09-10 12:10:05
求助:手工焊接貼片器件時的焊盤大小和機器焊接貼片時的焊盤大小有大小區別嗎?還有就是焊盤間的間距有沒有區別?
2019-09-25 05:35:12
allegro更改焊盤大小后如何更新焊盤?
2019-05-17 03:38:36
做BGA封裝焊盤要做阻焊嗎?要選那個?
2019-07-22 01:44:50
沒有腳的芯片,手工焊起來費勁。有沒有性能,價格,都類似的,手工容易焊的音頻ADC ?
2019-02-26 00:55:29
求助:手工焊接貼片器件時的焊盤大小和機器焊接貼片時的焊盤大小有大小區別嗎?還有就是焊盤間的間距有沒有區別?
2019-09-24 04:57:32
30pf的那種小電容焊孔的大小設置成0.8mm,兩引腳的間距為1.99mm,焊盤如果設置成01.8mm的話,那兩焊盤就會靠的很近了,還有一點,我是學生,采用的是手工做板,所以焊盤與焊孔的大小差距不能太小,那該怎么設置焊盤與焊孔兩者的大小呢,大神們幫幫慢,謝謝了!
2019-03-28 06:58:27
SMD焊盤的過孔和布線區域布線的空間計算,以1.0mm間距的NSMD焊盤為例,NSMD焊盤到焊盤之間的中心間距距離為1.0mm,NSMD焊盤的直徑為0.47mm,焊盤之間焊盤平行布線空間為
2020-07-06 16:06:12
的電路板上使用通孔器件,其缺點是單個焊點費用很高,因為當中牽涉到額 外的處理步驟,包括波峰焊、手工焊或其他選擇性焊接方法。就這類裝配來說,關鍵在于能夠在單一的 綜合工藝過程中為通孔和表面安裝組件提供同步
2018-09-04 15:43:28
,角度太小,易產生焊膏圖形沾污。 ..2:由于是手工印刷,在刮板的長度和寬度方向受力不容易均勻,因此剛開始印刷時,一定要多觀察,細體會,要掌握好適當的刮板壓力。壓力太大,容易使焊膏圖形沾污(連條
2018-09-11 15:08:00
采用印刷臺手工印刷焊膏的工藝看完你就懂了
2021-04-25 07:06:44
`銅軟連接【詳細說明】銅帶軟連接焊接工藝普通有兩種,辨別是氬氟焊和高分子分散焊工藝。氬弧焊,是運用氬氣作為維護氣體的一種焊接技術,又稱氬氣體維護焊。就是在電弧焊的四周通上氬氣維護氣體,將空氣隔離在焊
2020-04-18 11:23:36
什么是阻焊層?什么是又助焊層呢?它們有什么作用呢?又有什么區別呢?阻焊層和助焊層,雖然只是一字之差,卻有天壤之別。 一、什么是阻焊層?阻焊層其實還可以叫開窗層、綠油層,它還有一個英文名
2019-05-21 10:13:13
` 誰來闡述一下阻焊層比焊盤大多少?`
2020-02-25 16:25:35
,綜合性能較好,強度、塑性和焊接等性能得到較好配合,用途最廣泛。2、焊接方式手工電弧焊。有卡口、坡口;平焊、
2021-08-30 08:06:14
鋼結構手工電弧焊焊接工藝標準:本工藝標準適用于一般工業與民用建筑工程中鋼結構制作與安裝手工電弧焊焊接工程。2 施工準備2.1 材料及主要機具:2.1.1 電焊條:其型號
2009-05-24 14:11:51 45
45 為了提高焊接效率和質量,本文針對可消耗的雙電極氣體保護金屬極電弧焊系統,建立了一個雙輸入雙輸出的非線性模型, 并基于投影估計和極點配置法設計了離散自適應控制
2009-12-31 16:15:459 本文針對可消耗雙電極熔化極氣體保護電弧焊接(DE-GMAW)系統,建立了一個雙輸入雙輸出非線性模型,并基于此提出了一種魯棒自適應控制器的設計方法,可用于系統存在未建模動態和
2010-01-18 15:17:3815 介紹了小齒輪座底板的斷裂情況,通過對其材料的技術性能、鐵的可焊性等性能的分析,確定了手工電弧冷焊的施工方案,并提出了具體的焊接工藝,順利完成了該工件的修復。關鍵詞
2010-01-26 15:02:5923 電弧焊引弧電路 本裝置最大輸入小于100W,采用弱電流引弧技術,能迅速自
2006-04-16 23:17:42 9012
9012 
交流電弧焊機的內部結構圖
2008-05-26 22:07:3118895 
GBT8118-95電弧焊機通用技術條件
2017-01-08 15:41:291 GBT8118-2010 電弧焊機通用技術條件
2017-01-08 15:41:295 在手工電弧焊中,熄弧是不可避免的,熄弧不好時,形成很淺的熔池,焊縫金屬的密度和強度較差,因此最易形成裂紋,氣孔和夾渣等缺陷。
2019-07-02 15:52:024819 焊接電源是指CO2氣體保護焊的電源,采用平特性或緩降外特性,空載電壓為38~70V。電弧自調節作用強,短路電流大,引弧容易,不粘絲。操作時會感到電弧平靜、柔軟、富有彈性、飛濺小。
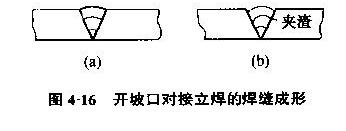
2019-07-02 16:41:226707 立焊操作方法有兩種:一種是由下向上施焊,稱為向上立焊;另一種是由上向下施焊,稱為向下立焊。目前生產中應用最廣泛的是由下向上施焊,在練習中以此種方法為重點。
2019-07-02 17:05:4413360 手工電弧焊屬于焊接方法中熔化焊的一種,是將兩個分離的金屬,在接頭處局部加熱或加壓,或者加熱時同時又加壓、熔化、冷卻后凝固成一個牢固的整體。它是利用電弧熱局部熔化焊件和焊條以形成焊縫的一種手工操作焊接方法。電焊機是手工電弧焊的主要設備,是產生焊接電弧的電源,常用的電焊機有交流弧焊機和直流弧焊機兩類。
2019-07-04 14:33:4211457 焊條選用不當。電流太低。焊接速度太快溫度上升不夠,又進行速度太慢電弧沖力被焊渣所阻擋,不能給予母材。焊縫設計及組合不正確。
2019-07-04 14:39:407203 使焊條與焊件表面垂直地接觸,當焊條的末端與焊件的表面輕輕一碰,便迅速提起焊條并保持一定的距離,立即引燃了電弧。操作時焊工必須掌握好手腕上下動作的時間和距離。
2019-07-04 14:42:1914061 手工電弧操作保同必須進行安全技術培訓,考試合格并取得操作證后,方可獨立作業。
2019-07-04 14:47:1410142 引弧是焊條電弧焊的基本操作之一,尤其在定位焊中,使用引弧更為頻繁。
2019-11-18 10:55:3925957 
成本低焊條電弧焊使用具有下降外特性的弧焊電源及一些簡單工具,設備結構簡單,便于現場維護、保養和維修;設備輕,便于移動;設備使用、安裝方便,操作簡單;投資少,成本低。
2019-12-27 11:03:3111763 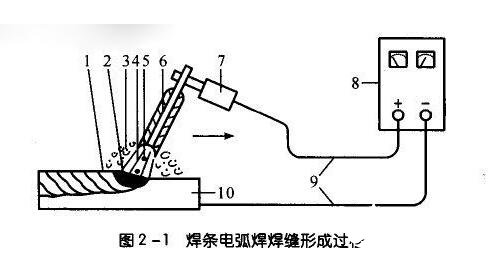
焊條電弧焊是通過焊條引發電弧,用電弧熱來熔化焊件而實現焊接的一種熔焊方法,它是目前應用最多、最普遍的焊接方法。
2019-12-27 11:14:3613369 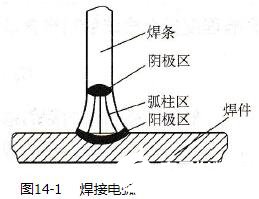
手工電弧焊,電弧溫度在6000~8000℃左右,熔滴平均溫度達到2000℃,溶池平均溫度達到1750℃。
2019-12-27 14:32:1358348 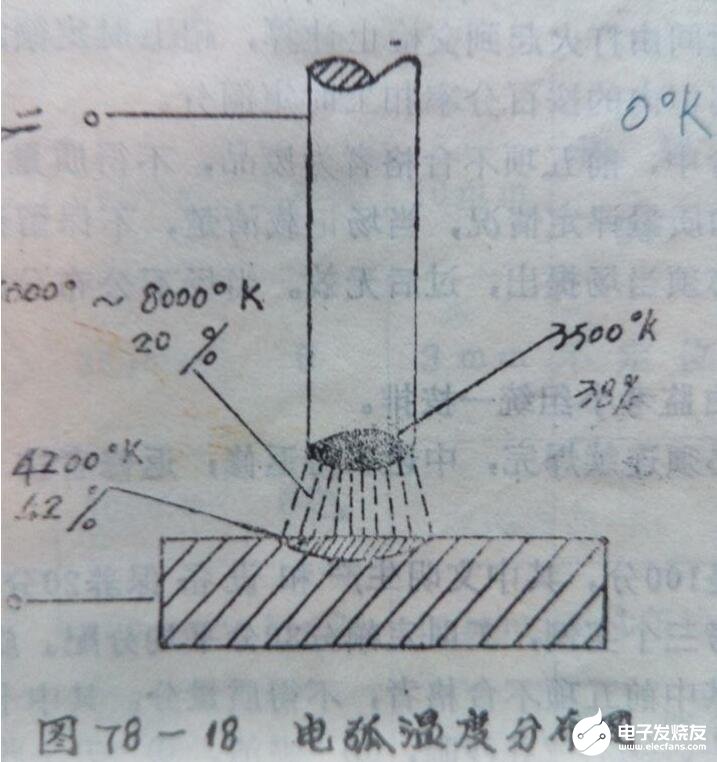
引弧即產生電弧。焊條電弧焊是采用低電壓、大電流放電產生電弧,依靠電焊條瞬時接觸工件實現。引弧時必須將焊條末端與焊件表面接觸形成短路,然后迅速將焊條向上提起2~4mm的距離,此時電弧即引燃。
2019-12-28 06:28:0022031 本文主要闡述了電弧焊的種類及電弧焊和氬弧焊的區別。
2020-08-27 10:45:2027115 電弧焊的原理是利用電弧放電(俗稱電弧燃燒)所產生的熱量將焊條與工件互相熔化并在冷凝后形成焊縫,從而獲得牢固接頭的焊接過程。
2020-08-27 11:03:2010426 電弧焊是通過電弧對焊接工件的局部加熱,使連接處的金屬融化,再加入填充金屬而結合的方法。電焊機為電弧提供電源,分為交流電焊機和直流電焊機兩類。應用比較普遍的是交流電焊機。
2021-05-15 17:26:3914528 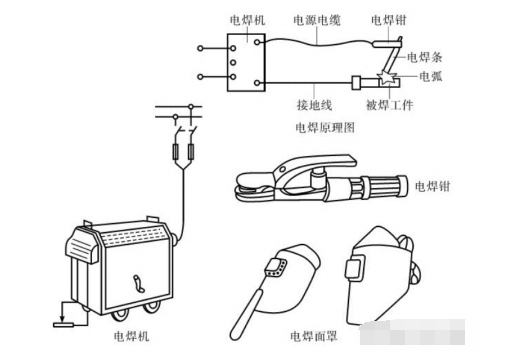
基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計講解(長城電源技術有限公司上市)-該文檔為基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計講解總結文檔,是一份不錯的參考資料,感興趣的可以下載看看,,,,,,,,,,,,,,,,,
2021-09-22 15:38:475 基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計(電源技術偏執狂多少錢)-該文檔為基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計總結文檔,是一份不錯的參考資料,感興趣的可以下載看看,,,,,,,,,,,,,,,,,
2021-09-22 15:45:1912 藥芯焊絲電弧焊是利用藥芯焊絲與工件之間的電弧進行加熱的一種焊接方法,英文名稱的簡寫為FCAW。在電弧熱量的作用下,焊絲金屬及工件被連接部位發生熔化,形成熔池,電弧前移后熔池尾部結晶形成焊縫。
2022-12-22 11:10:153092 焊條電弧焊的基本原理:焊條電弧焊通常用英文簡稱SMAW表示。�焊條電弧焊是用手工操縱焊條進行焊接的電弧焊方法。 �焊條電弧焊的過程如圖所示:�氣——渣聯合保護的熔化焊。
2023-06-02 16:53:260 按焊絲分類可分為實芯焊絲焊接和藥芯焊絲焊接。用實芯焊絲的惰性氣體(Ar或He)保護電弧焊法稱為熔化極惰性氣體保護焊,簡稱MIG焊(Metal Inert Gas Arc Welding);用實芯焊絲的富氬混合氣體保護電弧焊,簡稱MAG焊(Metal Active Gas Arc Welding)。
2023-11-21 14:56:30490 
根據焊接工藝的不同,電弧焊可以分為多種不同的類型。 電弧焊是一種將兩個或更多金屬材料連接在一起的常見焊接方法。通過使用電弧產生高溫,將金屬材料熔化并形成焊接接頭。根據焊接工藝的不同,電弧焊可以進一步
2024-02-27 11:09:09357
 電子發燒友App
電子發燒友App















 工商網監
工商網監
評論