") 電火花加工的三個(gè)條件_電火花加工的四個(gè)過程
電火花加工的三個(gè)條件_電火花加工的四個(gè)過程
電火花加工的三個(gè)條件
1、必須采用脈沖電源;
2、必須采用自動(dòng)進(jìn)給調(diào)節(jié)裝置,以保持工具電極與工件電極間微小的放電間隙;
3、火花放電必須在具有一定絕緣強(qiáng)度(10~107Ω·m)的液體介質(zhì)中進(jìn)行。
電火花加工的四個(gè)過程
電火花加工是不斷放電蝕除金屬的過程。雖然一次脈沖放電的時(shí)間很短,但它是電磁學(xué)、熱力學(xué)和流體力學(xué)等綜合作用的過程,是相當(dāng)復(fù)雜的。綜合起來,一次脈沖放電的過程可分為以下幾個(gè)階段:
1)極間介質(zhì)的電離、擊穿及放電通道的形成
當(dāng)脈沖電壓施加于工具電極與工件之間時(shí),兩極之間立即形成一個(gè)電場。電場強(qiáng)度與電壓成正比,與距離成反比,隨著極間電壓的升高或是極間距離的減小,極間電場強(qiáng)度也將隨著增大。由于工具電極和工件的微觀表面是凸凹不平的,極間距離又很小,因而極間電場強(qiáng)度是很不均勻的,兩極間離得最近的突出點(diǎn)或尖端處的電場強(qiáng)度一般為最大。當(dāng)電場強(qiáng)度增大到一定數(shù)量時(shí),介質(zhì)被擊穿,放電間隙電阻從絕緣狀態(tài)迅速降低到幾分之一歐姆,間隙電流迅速上升到最大值。由于通道直徑很小,所以通道中的電流密度很高。間隙電壓則由擊穿電壓迅速下降到火花維持電壓(一般約為20~30V),電流則由0上升到某一峰值電流。
2)介質(zhì)熱分解、電極材料熔化、汽化熱膨脹
極間介質(zhì)一旦被電離、擊穿,形成放電通道后,脈沖電源使通道間的電子高速奔向正極,正離子奔向負(fù)極。電能變成動(dòng)能,動(dòng)能通過碰撞又轉(zhuǎn)變?yōu)闊崮堋S谑窃谕ǖ纼?nèi)正極和負(fù)極表面分別成為瞬時(shí)熱源,達(dá)到很高的溫度。通道高溫將工作液介質(zhì)汽化,進(jìn)而熱裂分解汽化。這些汽化后的工作液和金屬蒸汽,瞬間體積猛增,在放電間隙內(nèi)成為氣泡,迅速熱膨脹并具有爆炸的特性。觀察電火花加工過程,可以看到放電間隙間冒出氣泡,工作液逐漸變黑,并聽到輕微而清脆的爆炸聲。電火花加工主要靠熱膨脹和局部微爆炸,使熔化、汽化了的電極材料拋出蝕除。
3)電極材料的拋出
通道和正負(fù)極表面放電點(diǎn)瞬時(shí)高溫使工作液汽化和金屬材料熔化、汽化,熱膨脹產(chǎn)生很高的瞬時(shí)壓力。通道中心的壓力最高,使汽化了的氣體不斷向外膨脹,壓力高處的熔融金屬液體和蒸汽,就被排擠、拋出而進(jìn)入工作液中。由于表面張力和內(nèi)聚力的作用,使拋出的材料具有最小的表面積,冷凝時(shí)凝聚成細(xì)小的圓球顆粒。
熔化和汽化了的金屬在拋離電極表面時(shí),向四處飛濺,除絕大部分拋入工作液中并收縮成小顆粒外,還有一小部分飛濺、鍍覆、吸附在對面的電極表面上。這種互相飛濺、鍍覆以及吸附的現(xiàn)象,在某些條件下可以用來減少或補(bǔ)償工具電極在加工過程中的損耗。
實(shí)際上,金屬材料的蝕除、拋出過程比較復(fù)雜的,目前,人們對這一復(fù)雜的機(jī)理的認(rèn)識還在不斷深化中。
4)極間介質(zhì)的消電離
隨著脈沖電壓的結(jié)束,脈沖電流也迅速降為零,但此后仍應(yīng)有一段間隔時(shí)間,使間隙介質(zhì)消電離,即放電通道中的帶電粒子復(fù)合為中性粒子,恢復(fù)本次放電通道處介質(zhì)的絕緣強(qiáng)度,以及降低電極表面溫度等,以免下次總是重復(fù)在同一處發(fā)生放電而導(dǎo)致電弧放電,從而保證在兩極間最近處或電阻率最小處形成下一次擊穿放電通道,不想待在底層操機(jī)想提升自己學(xué)習(xí)UG編程技術(shù)可以加QQ群304214709領(lǐng)取學(xué)習(xí)資料和課程。
由此可見,為了保證電火花加工過程正常地進(jìn)行,在兩次脈沖放電之間一般要有足夠的脈沖間隔時(shí)間。此外,還應(yīng)留有余地,使擊穿、放電點(diǎn)分散、轉(zhuǎn)移,否則僅在一點(diǎn)附近放電,易形成電弧。
-
脈沖
+關(guān)注
關(guān)注
20文章
897瀏覽量
95788 -
電火花
+關(guān)注
關(guān)注
0文章
29瀏覽量
12485
發(fā)布評論請先 登錄
相關(guān)推薦
ATA-61520功率放大器在電火花加工中的應(yīng)用
金剛石磨輪的電火花成形磨削加工
基于單片機(jī)控制的電火花加工電源
用于電火花加工機(jī)床的直流直線電機(jī)DSP控制技術(shù)研究
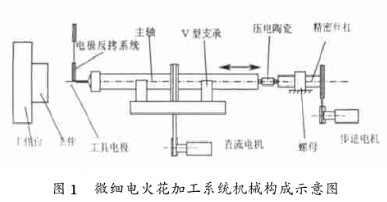
微細(xì)電火花加工的組成特點(diǎn)與系統(tǒng)設(shè)計(jì)
電火花加工的加工特性_電火花加工的工藝參數(shù)
電火花加工有哪些類型
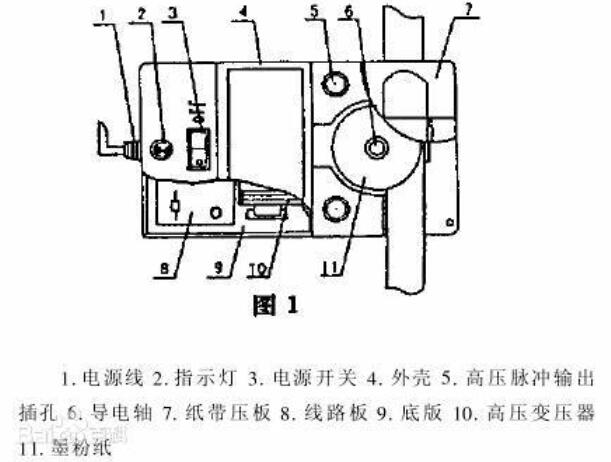
電火花計(jì)時(shí)器工作原理_電火花計(jì)時(shí)器工作電壓
電火花加工實(shí)驗(yàn)
功率放大器在電火花加工中的作用有哪些
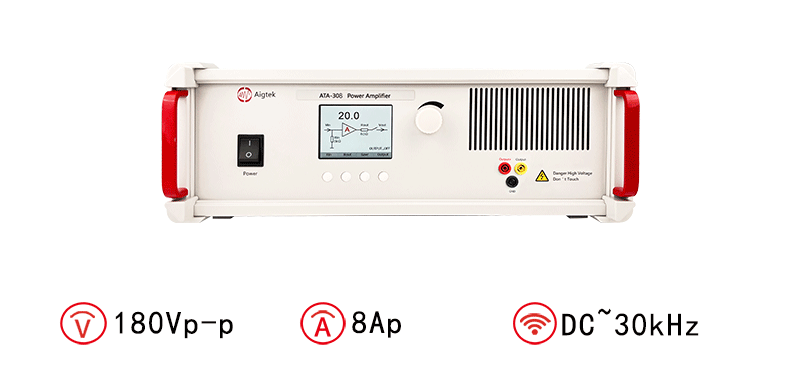
高壓放大器在電火花加工中的作用是什么





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論