 HDI壓合設計準則作業規范
HDI壓合設計準則作業規范
1、目的:
為便于設計、壓板制程之生產管理,而訂立此準則,以利設計課設計參考之用。
2、適用范圍:
適用于DI-FUNCTION 及TETRA FUNCTION NORMAL Tg、Tg150 及Hi-Tg 材料所有HDI板設計,如有特殊設計需與制程工程師進行討論。
3、定義:
壓合設計:針對客戶對產品的要求,對壓合制程的疊板結構進行最佳化排列組合。
4、內容說明:
4.1 板厚之設計:
4.1.1 Prepreg之選擇:
1) 各廠家不同類型PP壓合介電層厚度值見每月制程實際測試發文。
2) 各廠家PP實際壓合厚度測試每半年測試一次,最新發文如與上次發文介電層厚度差異大于0.3mil時,應與制程工程師討論是否需重新修訂之前料號之疊板結構。
4.1.2 Prepreg之選擇考慮之優先級如下:
1) 介電層厚度符合客戶規格或依照客戶指定型號。
2) 板厚符合Spec要求及滿足阻抗設計要求。
3) 在客戶同意的原則下,優先使用單張Prepreg。
4) 單價低。
5) 單一介電層,最多只能用3張 Prepreg(7628 不可使用4張(含)以上),金手指產品夾層PP不可以超過3張,否則使用無銅箔內層板替代(若Tg150或Hi-Tg材料需使用無銅箔內層板時則須以基板蝕刻銅后替代無箔內層板)。
6) 樹脂含量、填充性滿足設計需求。
4.1.3板厚之計算:
4.1.3.1 介電層厚度設計需考慮殘銅率之影響,殘銅率計算依內層之銅厚及銅面積分布而定。
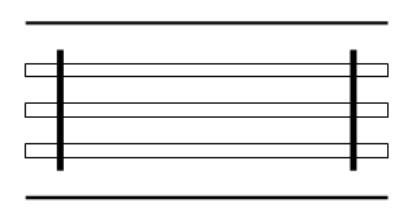
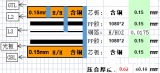
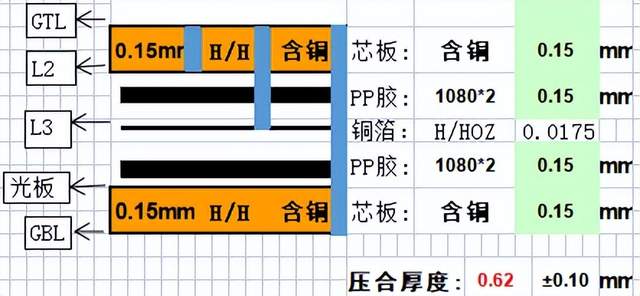
4.1.3.2 介電層厚度設計值(如下圖).
1) 對外層:Prepreg壓合厚度=100%殘銅壓合厚度-基板銅厚A*(1-殘銅率A)。
2) 對內層:Prepreg壓合厚度=100%殘銅壓合厚度-基板B銅厚*(1-殘銅率B)-基板C銅厚*(1-殘銅率C)
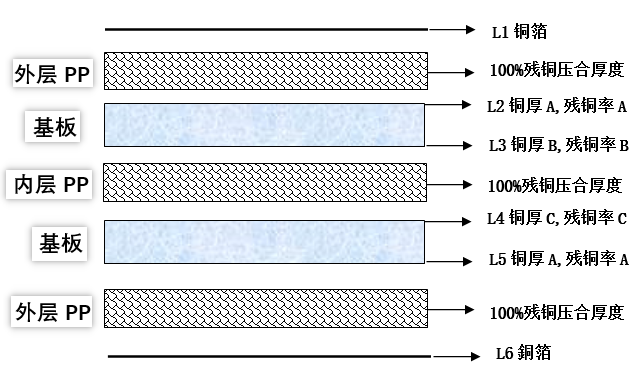
4.1.3.3 合板厚設計值=各介層總厚度設計值+各層基板厚度+各層銅厚-0.2mil*內層層數。
4.1.3.4 殘銅率設計依照設計后的CAM數據實際掃描的殘銅面積除以TOTAL的面積得出。
4.1.3.5 壓板板厚規格:(單位: mil)
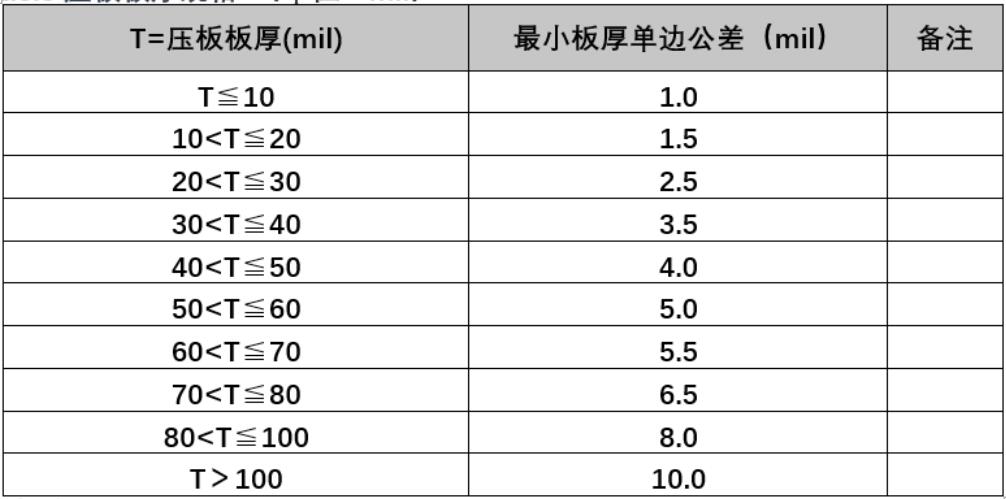
1) 客戶規格為+/-3 mil之板厚要求者,不可使用7628材料。
2) 壓板板厚上下限如超越兩種板厚范圍,以各自板厚范圍定上下限。
3) Thin core厚度規格:使用進料規格,若客戶有介電層規格要求,設計時須依客戶介電層規格選擇,以進料平均值當理論值。
4.1.3.6 金手指料號板厚設計:
1) 針對新料號板厚設計,設計課向客戶確認是否可在金手指區域鋪銅,若客戶不同意,則依照下列方式設計:金手指板板厚設計成品板以成型板成型區板厚(中值)+成品板厚(中值)*5%,公差:±1mil。
2) 若無法同時滿足金手指區域與成型區內非金手指區板厚規格,則須提出與客戶確認板厚事宜。
3) 若客戶不同意建議事宜,則須需召開APQP會議討論。
4.2 迭板之組合:
4.2.1 單層迭板單一種Prepreg組合限制(不與其它種Prepreg混用)其正常組合如下:
4.2.1.1 與Prepreg接觸之thin core銅厚≤10Z:
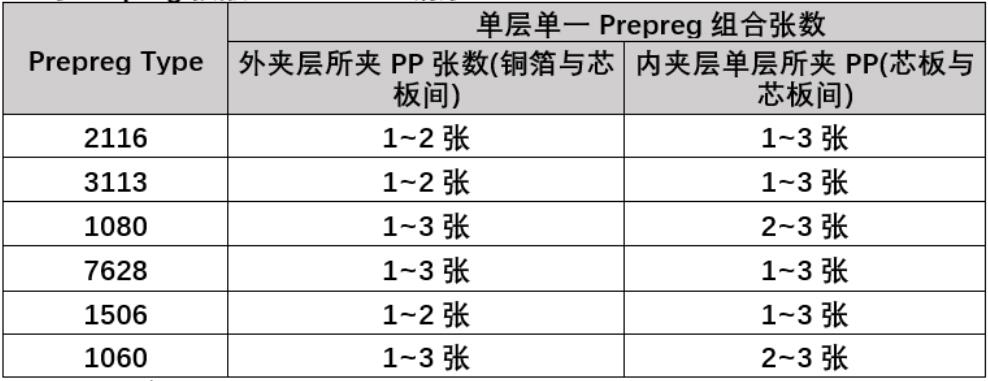
注:如因客戶需求內夾層必須使用到1080單張時需通知制工人員商討。
1) 7628(RC 43%)為low Resin Prepreg,只能接觸銅皮≤0.5 Oz,會有SurfaceRoughness之顧慮,如接觸之銅皮為1.0 Oz,可使用2~3張,其它種Prepreg屬High Resin,無需考慮接觸之銅皮。
2) 1080或1078(RC 61%)總樹脂量較少,當接觸銅厚=0.5~1.0mil時,其殘銅率必須
大于50%方可使用;當接觸銅厚=1.0~1.4mil時,其殘銅率必須大于70%方可使用;當接觸銅厚=1.4~1.8mil時,其殘銅率必須大于80%方可使用;否則必須換更高膠含量型號PP。
3) 無鹵素及HITG料號108061%PP設計原則:
內層面銅為電鍍銅或10Z銅厚的無鹵素及HITG料號不允許使用單張膠含量為108061%的PP或低于108061%含膠量及規格的PP設計。
4.2.1.2 與Prepreg接觸之thin core 銅厚在1.0~2.00Z之間:
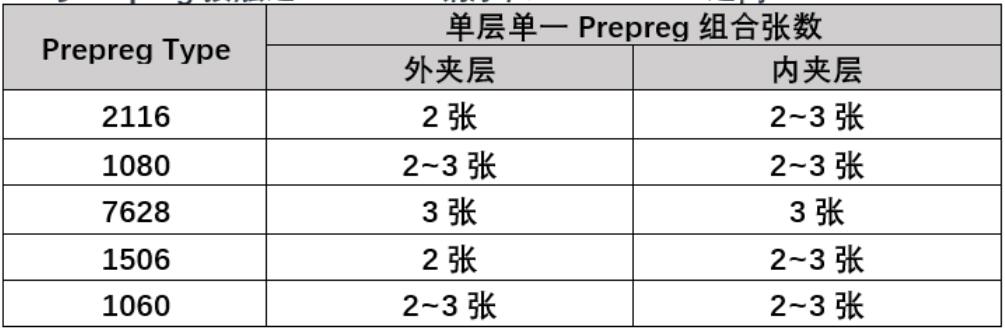
1) 若1.0~2.00Z銅膜較厚,使用單張Prepreg會有樹脂填充不足之顧慮,不要使用單張。
2) 7628(RC43%)屬low Resin P/P,不要填充≥1.5mil銅膜之板子。
4.2.2 PP厚度計算:
1) 通過以上板厚設計及迭板組合設計后,必須Review 所有多層板次外層介層厚度,且理論計算厚度不可小于該疊構PP類型。
2) PP參考厚度表:
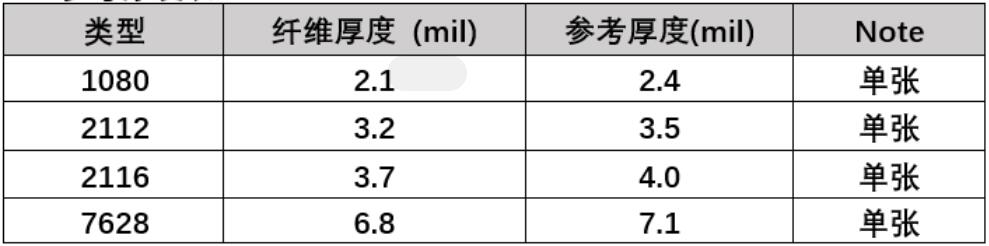
3) 計算后的壓合厚度若等于或大于以上表中"參考厚度"值則可依正常系統設計作業。
4) 計算后的壓合厚度若介于以上表中“纖維厚度"值與“參考厚度"值之間時,且因設計需要必須制作時需召開APQP會議討論。
5) 計算后的壓合厚度若小于以上表中“纖維厚度"值則絕不可以設計制作。
6) 若二壓板次外層使用1080 61%,通過計算后之介層厚為2.3mil,對應PP各類型參考厚度表為2.4mil,則此迭構不符合設計需求,須更換含膠量較高的或其它型號PP。
4.2.3 Prepreg混合使用限制:
4.2.3.1 Prepreg混合使用,張數最多4張。
4.2.3.2 Prepreg混合使用,如為三張結構,須至少含有1張7628或一張1080。4.2.3.3疊板之原則,須以“對稱方式"及“經對經"、“緯對緯"之組合方式為先。
4.2.3.4 內層銅膜為1.5Oz或2.0 Oz,接觸銅膜之Prepreg禁止使用7628(RC 43%),應將High Resin content Prepreg 疊入內側,否則應將low Resin content 之 Prepreg迭于外側。
1) High Resin content:1080,2116,1506,7628(RC 48%),7628(RC 50%)。
2) Low Resin content:7628(RC 43%) 。
4.2.3.5 接觸外層銅皮之Prepreg,禁止使用7628(RC 43%) (有 Surface Roughness 之
顧慮),應將 High Resin content Prepreg 置于外側接觸銅皮。
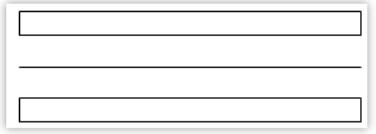
4.2.3.6 兩張High R/C+一張Low R/C之LAY-Up 為:
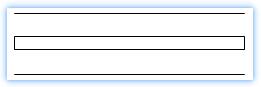
4.2.3.7 兩張Low R/C+一張High R/C之組合方式:
4.2.4 單張Prepreg,限制在1.0 Oz銅膜(含)以下,且非軍方板。
4.2.5 單一介電層厚度使用3張Prepreg,仍無法達到所需厚度,則需加”無銅箔內層板”來作業,以增加厚度,其壓板作業方式視同六層以上料號(實際為4LAYER板,俗稱假6LAYER)。
4.2.6 無銅箔基板PIN孔大小設計為3.4mm,鉚釘孔大小設計為4.0mm
4.2.7 在使用內夾層Prepreg,所接觸兩邊thin core銅厚不同時,使用Prepreg須以較厚銅膜考慮。
4.3 上Eyelet時機:4.3.1 上 Eyelet時機:
1) 五層板以上作業,一律需上Eyelet。
2) 四層板若加空core時,需視同五層板以上之作業方式。
4.4 埋孔板壓合PP填膠之設計:
4.4.1 使用壓合PP膠進行填膠的板子厚度需<16mil。
4.4.2 當孔密集度每3inch*5inch小于5000個孔,且孔徑小于0.35mm使用PP填膠方式制作。
4.5 壓合非鉚合板1/3oZ銅箔設計原則:
4.5.1 適用類型:壓合非鉚合板1/2oZ銅箔壓合后需減銅料號。
4.5.2 STRIP 折斷邊四邊均有封閉型銅條設計的料號:直接以1/30Z銅箔設計制作,取消減銅流程;空曠區朝同一方向排版以便壓合預疊或疊板正反排版作業。
4.5.3 STRIP 折斷邊四邊無封閉型銅條之料號:需滿足以下條件則以1/30Z銅箔設計制作并取消減銅流程:
1) 單PCS殘銅率大于或等于75%。
2) 單PcS 空曠區小于500*500(mil)。
4.6 無鉛噴錫流程料號材料選用原則:必須選用HI-TG及TG150加 Filler材料制作。
題外話:華秋電路是一家高可靠多層板制造商,提供BOM配單,元器件采購,SMT貼片、PCBA一站式服務。歡迎咨詢:https://www.hqpcb.com/?pcb_dzfsy
審核編輯:湯梓紅
-
PCB設計
+關注
關注
394文章
4698瀏覽量
86339 -
HDI
+關注
關注
6文章
201瀏覽量
21352 -
PCBA
+關注
關注
23文章
1532瀏覽量
51860 -
PCB
+關注
關注
1文章
1824瀏覽量
13204 -
華秋電路
+關注
關注
5文章
115瀏覽量
8999
發布評論請先 登錄
相關推薦
HDI(盲、埋孔)板壓合問題
可制造性拓展篇│HDI(盲、埋孔)板壓合問題
HDI盲埋孔工藝及制程能力你了解多少?
可制造性拓展篇│HDI(盲、埋孔)板壓合問題
[華秋干貨鋪]可制造性拓展篇│HDI(盲、埋孔)板壓合問題
HDI硬件設備接口介紹
HDI板的起源
可制造性拓展篇│HDI(盲、埋孔)板壓合問題
【華秋干貨鋪】可制造性拓展篇│HDI(盲、埋孔)板壓合問題
可制造性拓展篇│HDI(盲、埋孔)板壓合問題
可制造性拓展篇│HDI(盲、埋孔)板壓合問題

關于HDI板與普通PCB的區別
PCB HDI產品的介紹






 工商網監
工商網監
評論