 車載濾波器組件焊錫開裂失效分析
車載濾波器組件焊錫開裂失效分析
案例背景
車載濾波器組件在可靠性試驗后,主板上的插件引腳焊點發生開裂異常。
分析過程
焊點外觀
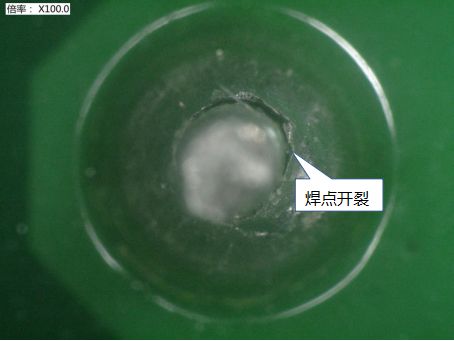
說明:插件器件引腳呈現出明顯的焊點開裂狀態。
X-RAY檢測
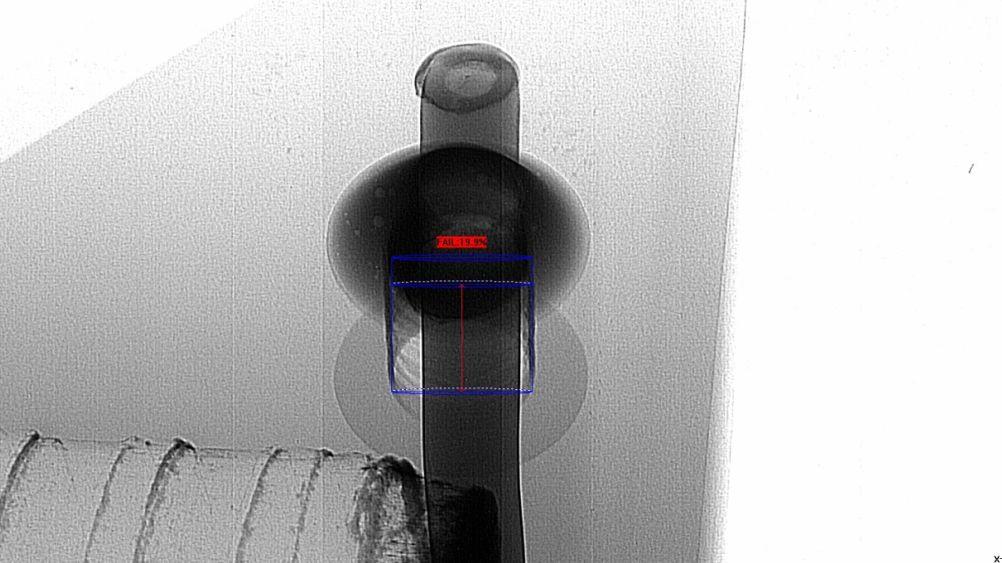
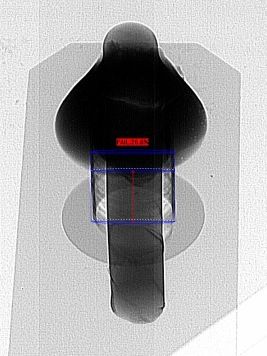
針對異常焊點的X-RAY檢測:
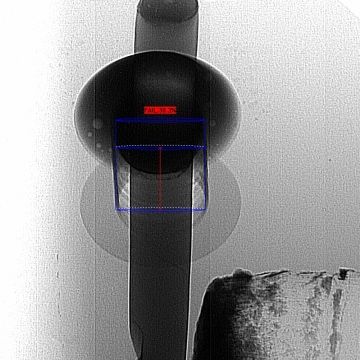
說明:通孔(支撐孔)的透錫率僅20%左右,遠低于正常值75%。
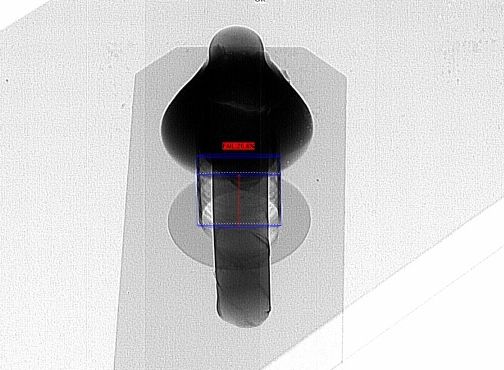
針對正常焊點的X-RAY檢測:
說明:該批次正常品焊點通孔的透錫率與異常焊點一致。
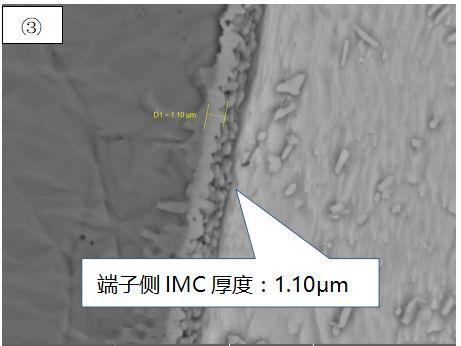
切片斷面分析
#01 金相分析
針對異常焊點的金相分析:
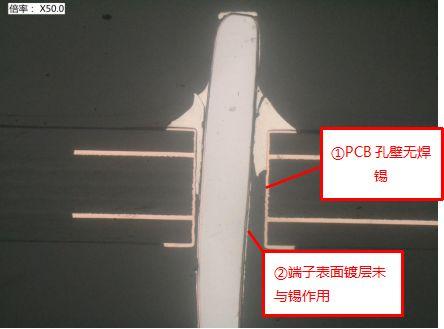
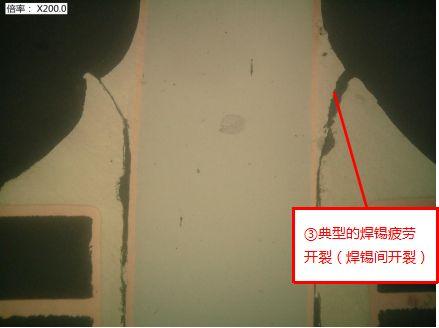
說明:異常焊點的斷面金相圖示表明焊錫填充不足,存在較明顯的少錫與疲勞開裂的特征。
針對正常焊點的金相分析:

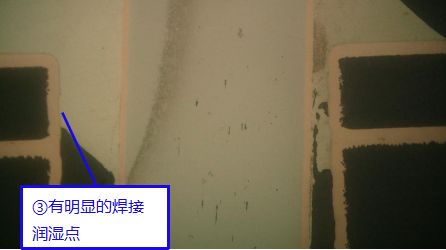
說明:正常焊點的斷面金相分析顯示,焊錫填充不足,存在明顯的少錫異常,DIP焊盤端焊錫、PCB與引腳處有明顯的潤濕。
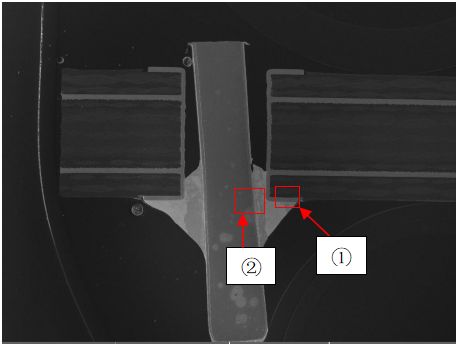
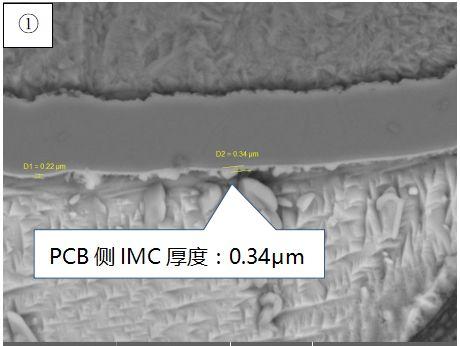
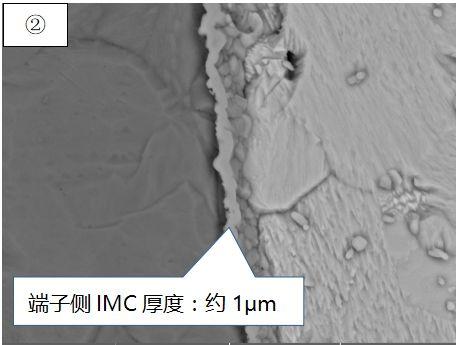
#02 SEM分析
針對異常焊點的SEM分析:
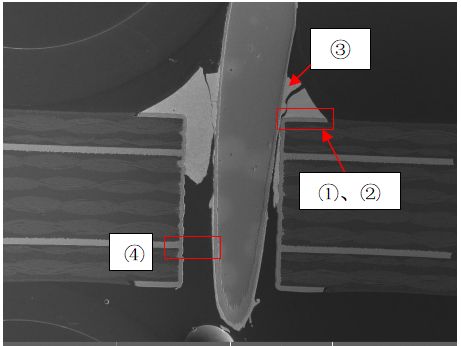
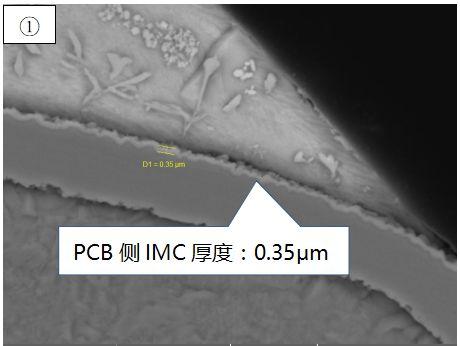
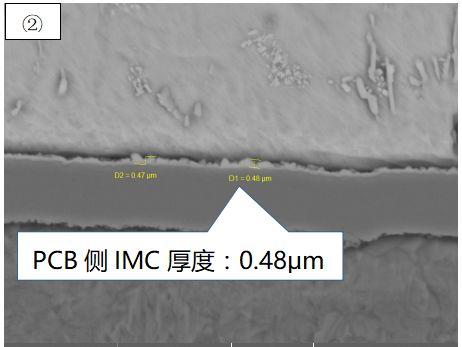
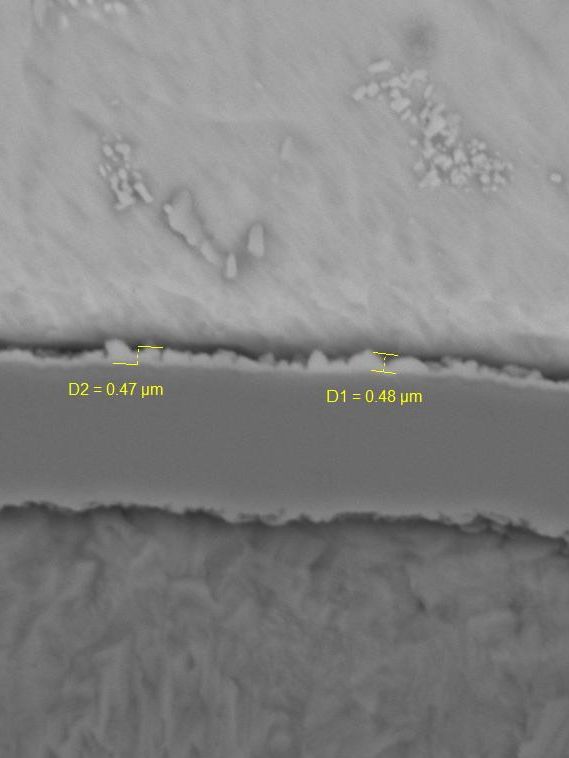
說明:異常焊點PCB已潤濕位置的合金層IMC測量結果顯示,其厚度均在0.5μm以下,數值明顯偏低。未焊錫的孔壁與端子部位皆無異常。
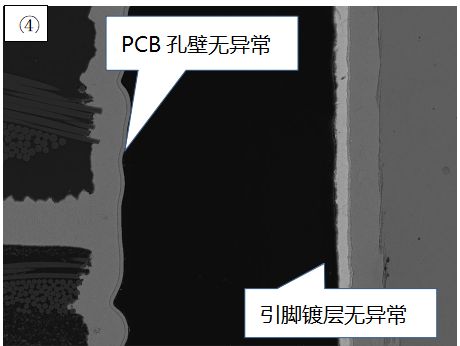
針對正常焊點的SEM分析:
說明:正常焊點PCB已潤濕位置的合金層IMC的厚度均在0.5μm以下,數值明顯偏低。
分析結果
結合焊點失效背景,以及各項檢測結果,對插件器件引腳焊點開裂,作出如下綜合分析:
1.插件器件引腳焊接存在嚴重的支撐孔透錫不足現象,透錫率僅在20%左右,遠低于75%以上的標準;
2.焊點開裂主要發生在焊錫間,其斷面形貌符合焊點疲勞開裂的特征;
3.通過對失效焊點與正常焊點焊接IMC的分析,它們的IMC層厚度也遠低于正常的IMC層厚度(1.5μm-4.0μm)。
由此可以判斷,器件DIP焊接時,工藝條件不足,未形成良好焊接。
改善方案
優化DIP焊接工藝條件
原因:插件器件引腳DIP焊接時,工藝條件不足(浸錫時間、浸入深度等),導致通孔透錫率低,焊點可靠性差。在可靠性試驗時,由于應力集中于較小的焊點上,導致焊點疲勞斷裂。
通孔透錫不足

通孔透錫不足
IMC厚度不足
方法:滿足通孔透錫率至少達到50%以上,焊接IMC層厚度1.5μm以上;
優化PCBA與組裝件點膠固定的應力作用
原因:該產品目前在PCBA與組裝外殼之間使用的點膠,硬化后是硬質的、無韌性與彈性。
在組件發生振動時,其應力會直接通過硬膠傳導至外殼,再作用至焊點上,存在應力疲勞損傷的隱患。
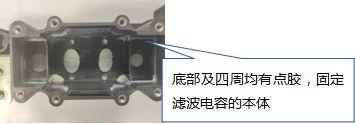
方法:PCBA與組裝外殼之間的點膠更換為固化后更有韌性與彈性的硅膠材質,緩沖外部應力對焊點的影響。

新陽檢測中心有話說:
本篇文章介紹了車載濾波器組件焊錫開裂失效分析案例,侵權刪。如需轉載本篇文章,后臺私信獲取授權即可。若未經授權轉載,我們將依法維護法定權利。原創不易,感謝支持!
新陽檢測中心將繼續分享關于PCB/PCBA、汽車電子及相關電子元器件失效分析、可靠性評價、真偽鑒別等方面的專業知識,點擊關注獲取更多知識分享與資訊信息。
審核編輯黃宇
-
濾波器
+關注
關注
161文章
7862瀏覽量
178936 -
汽車電子
+關注
關注
3029文章
8024瀏覽量
167821 -
焊接
+關注
關注
38文章
3229瀏覽量
60121 -
焊錫
+關注
關注
0文章
284瀏覽量
18292 -
失效分析
+關注
關注
18文章
219瀏覽量
66481
發布評論請先 登錄
相關推薦
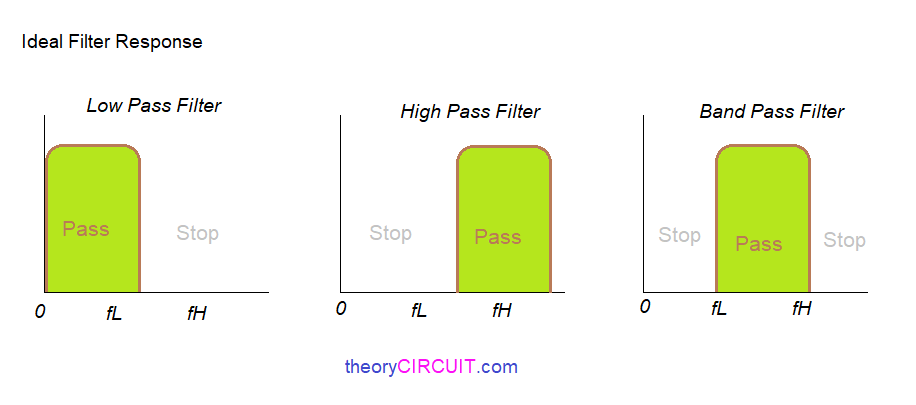
常見低通濾波器類型分析
分析濾波器在信號處理中應用
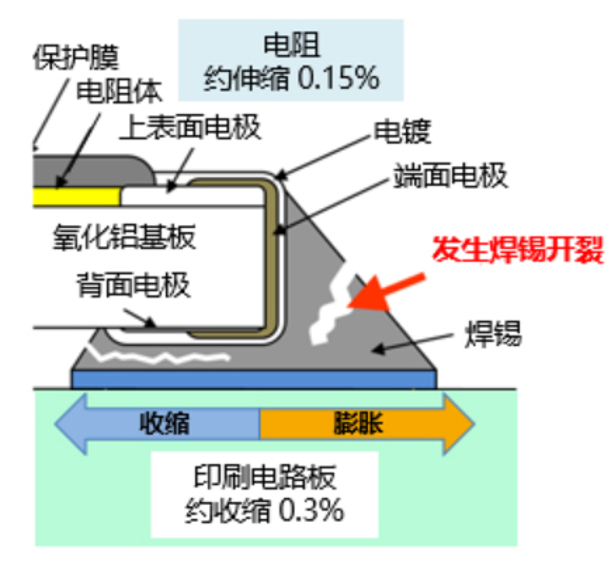
焊錫開裂:熱沖擊應力下的質量挑戰
醫用濾波器的作用
電磁干擾濾波器和普通濾波器的區別
emi濾波器是什么濾波器
iir濾波器和fir濾波器的優勢和特點
高通濾波器和低通濾波器判別方法
低通濾波器、高通濾波器、帶通濾波器的簡單介紹
濾波器原理及其作用 濾波器電路圖分析

高性能濾波器與普通濾波器的差異解析

開關電源中EMI濾波器組件的原理分析





 工商網監
工商網監
評論