 激光熔覆的主要工藝參數(CRT激光焊接系統)
激光熔覆的主要工藝參數(CRT激光焊接系統)
激光熔覆的工藝參數主要有激光功率、光斑直徑、熔覆速度、離焦量、送粉速度、掃描速度、預熱溫度等。這些參數對熔覆層的稀釋率、裂紋、表面粗糙度以及熔覆零件的致密性等有很大影響。各參數之間也相互影響,是一個非常復雜的過程,須采用合理的控制方法將這些參數控制在激光熔覆工藝允許的范圍內。
激光熔覆有3個重要的工藝參數
激光功率
激光功率越大,融化的熔覆金屬量越多,產生氣孔的概率越大。隨著激光功率增加,熔覆層深度增加,周圍的液體金屬劇烈波動,動態凝固結晶,使氣孔數量逐漸減少甚至得以消除,裂紋也逐漸減少。當熔覆層深度達到極限深度后,隨著功率提高,基體表面溫度升高,變形和開裂現象加劇,激光功率過小,僅表面涂層融化,基體未熔,此時熔覆層表面出現局部起球、空洞等,達不到表面熔覆目的。
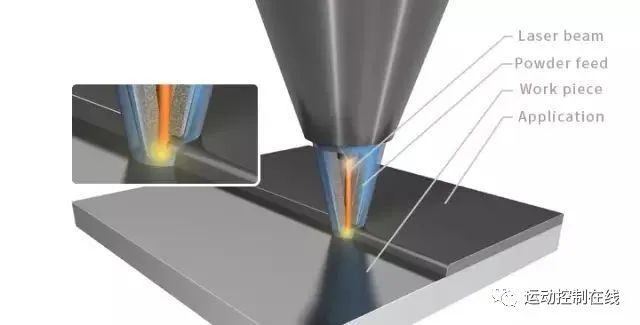
光斑直徑
激光束一般為圓形。熔覆層寬度主要取決于激光束的光斑直徑,光斑直徑增加,熔覆層變寬。光斑尺寸不同會引起熔覆層表面能量分布變化,所獲得的熔覆層形貌和組織性能有較大差別。一般來說,在小尺寸光斑下,熔覆層質量較好,隨著光斑尺寸增大,熔覆層質量下降。但光斑直徑過小,不利于獲得大面積的熔覆層。
熔覆速度
熔覆速度V與激光功率P有相似的影響。熔覆速度過高,合金粉末不能完全融化,未起到優質熔覆的效果;熔覆速度太低,熔池存在時間過長,粉末過燒,合金元素損失,同時基體的熱輸入量大,會增加變形量。
激光熔覆參數不是獨立的影響熔覆層宏觀和微觀質量,而是相互影響的。為了說明激光功率P、光斑直徑D和熔覆速度V三者的綜合作用,提出了比能量Es的概念,即:
Es=P/(DV)
即單位面積的輻照能量,可將激光功率密度和熔覆速度等因素綜合在一起考慮。
比能量減小有利于降低稀釋率,同時與熔覆層厚度也有一定的關系。在激光功率一定的條件下,熔覆層稀釋率隨光斑直徑增大而減小,當熔覆速度和光斑直徑一定時,熔覆層稀釋率隨激光束功率增大而增大。另外,隨著熔覆速度的增加,基體的融化深度下降,基體材料對熔覆層的稀釋率下降。
在多道激光熔覆中,搭接率是影響熔覆層表面粗糙度的主要因素,搭接率提高,熔覆層表面粗糙度降低,但搭接部分的均勻性很難得到保證。熔覆道之間相互搭接區域的深度與熔覆道正中的深度有所不同,從而影響了整個熔覆層的均勻性。而且多道搭接熔覆的殘余拉應力會疊加,使局部總應力值增大,增大了熔覆層裂紋的敏感性。預熱和回火能降低熔覆層的裂紋傾向。
CRT-DMC640MH激光焊接系統,采用模擬量對激光功率的大小進行有效的控制,詳細說明可參考說明書。

專業提供工業自動化運動控制技術及解決方案!
原文標題:激光熔覆的主要工藝參數(CRT激光焊接系統)
文章出處:【微信公眾號:運動控制在線】歡迎添加關注!文章轉載請注明出處。
-
crt
+關注
關注
2文章
81瀏覽量
35995
發布評論請先 登錄
相關推薦

激光熔覆軸送絲修復技術優勢及未來發展趨勢





內孔激光熔覆修復原理及應用

激光熔覆技術在鐵路鋼軌修復中的應用優勢及注意事項







 工商網監
工商網監
評論