 超聲波金屬焊接原理 銅箔焊接方法 銅箔鋁箔焊接
超聲波金屬焊接原理 銅箔焊接方法 銅箔鋁箔焊接
由于新能源電動汽車的快速發展,鋰離子電池需求也不斷增加,對銅箔和鋁箔的超聲波焊接應用顯著增加。
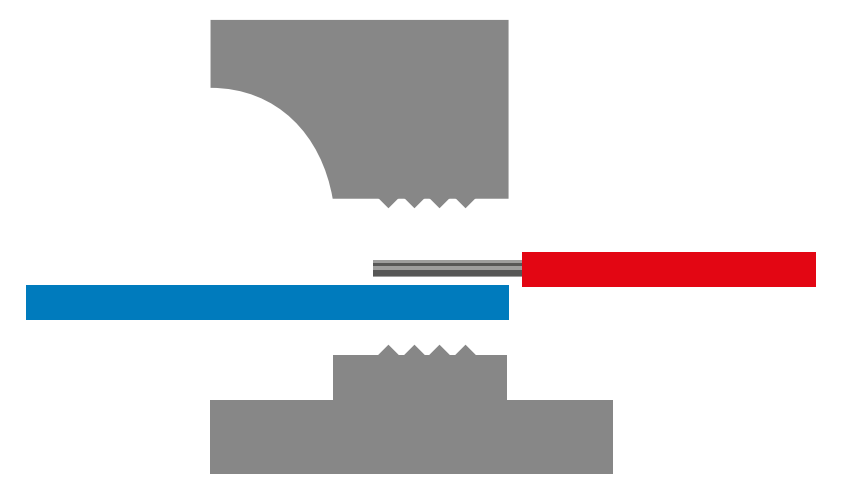
焊接機理:低于熔點的再結晶過程
上焊頭和下底座表面都帶有滾花,因此焊接時上層材料橫向移動,而下層材料固定不動,這樣上下層之間產生相對運動。在壓力作用下,連接表面上粗糙的凸起不斷相互摩擦和塑性變形。
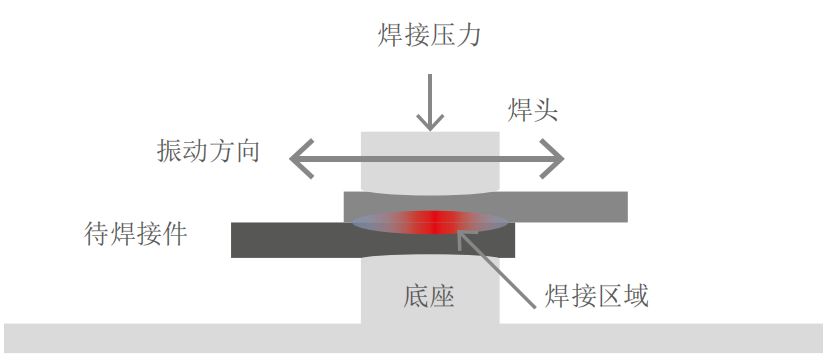
超聲金屬焊接形成分子鍵的三個主要階段是:
·相對移動導致連接面上的粗糙凸起特征產生剪切和塑性變形——初始塑性變形;
·超聲振動導致連接面上氧化層(或污染物)分散,以及凸起特征的進一步塑性變形。這導致金屬和金屬之間接觸面積增加和焊接區域形成,該特征也叫做微焊縫。
·進一步的超聲波振動會導致接觸面繼續增大,從而增加焊接區域。
超聲波焊接決定性的優點是“冷”焊接,即在遠低于金屬熔點的溫度下形成連接。該溫度大約只有金屬熔點的1/3-1/2(退火時的再結晶溫度),是一種固態和固態的壓焊過程。
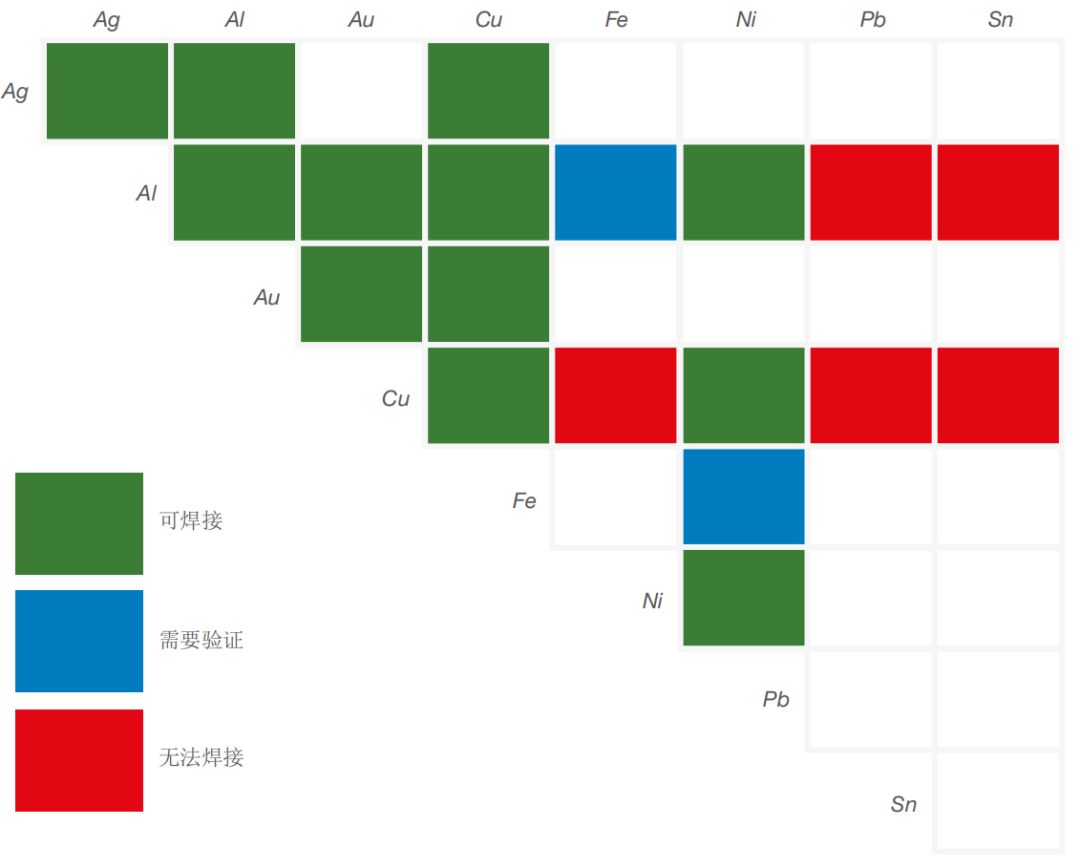
下圖是不同有色金屬材料之間的焊接相容性。
超聲焊接應用類別
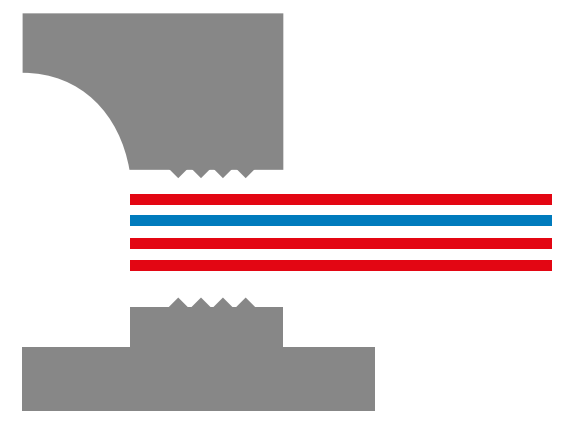
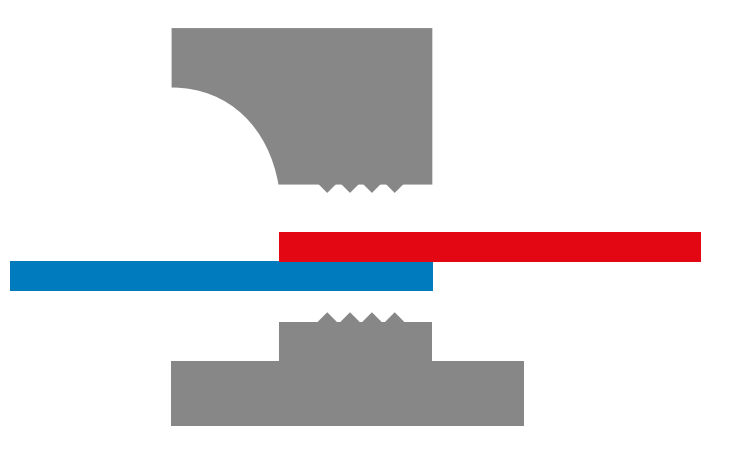
1.金屬箔材焊接
銅箔和鋁箔的超聲波焊接是電池生產中的典型應用。箔材厚度從6um到0.3mm不等。同時焊接的箔材層數從兩層到160層之間。典型案例有方殼電芯、軟包和圓柱電芯的極耳焊接。
2. 端子和端子焊接
端子超聲焊接中,相互焊接的金屬板厚度可達3mm。該應用的焊接強度要求要高得多。端子和端子焊接用于傳輸大負載電流的連接。
典型案例有電池系統高壓連接段子焊接,如輸出極。
3.電纜和端子焊接
在現代車輛中,用超聲波焊接組裝的電纜和端子連接器已經成為必不可少的零件。電纜橫截面大小范圍從6-85mm2。材料是銅和鋁。典型案例有電池系統低壓線束焊接,如采樣線束與鋁巴之間焊接。
焊接工藝參數
超聲金屬焊接工藝的另一個主要優點,有大量的焊接數據,可對焊接過程精細調整,以及焊接質量控制。對于不同應用,需要調整到最佳參數,實現以下目的:
·在無外觀缺陷情況下,焊接強度達最大;
·容易重復性和一致的焊接結果。
超聲金屬焊接的主要參數有:工作頻率、振幅、焊接壓力、焊接時間、焊接功率、焊接能量和焊接深度等。
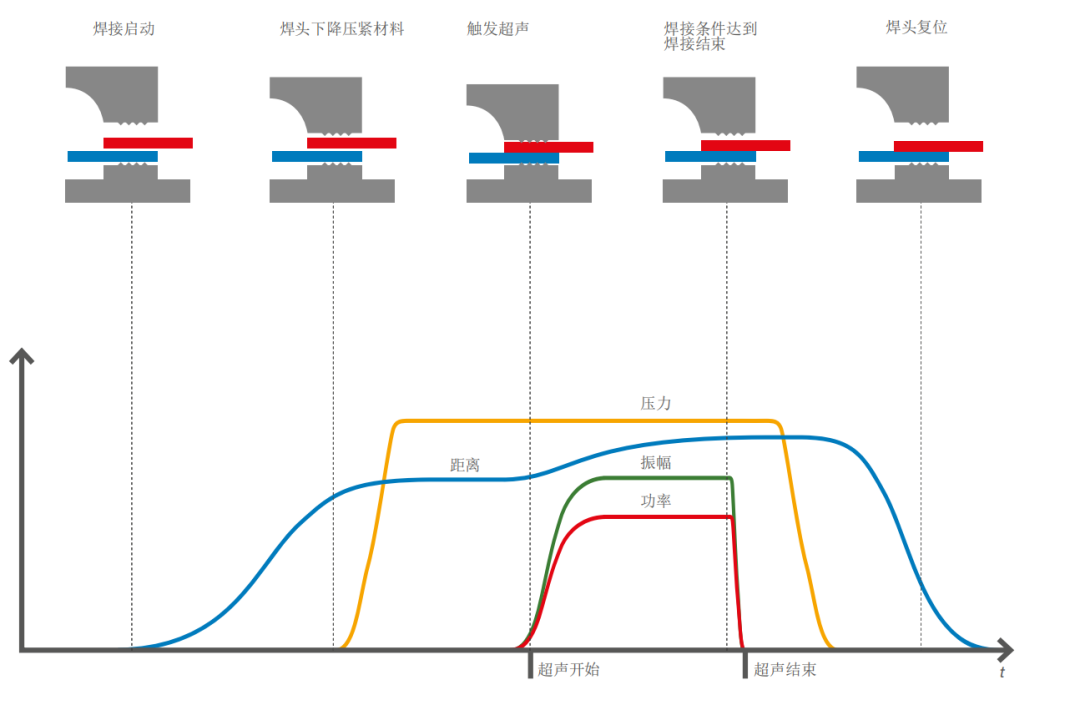
焊接數據可圖形化顯示(如下圖),還可以通過離散數據點圖顯示數據變化趨勢和偏差變化。
1. 壓力的影響
焊接壓力對焊接接頭質量的影響顯著,焊接接頭強度隨壓力的增大先增加后減小。焊接壓力會改變焊接界面的滑動阻力,焊接壓力較小會導致界面的滑動阻力較小,使摩擦產生的能量不足以讓界面形成有效連接;焊接壓力過大導致工具頭下壓過深,焊接界面金屬產生相互咬合而影響了界面的相對運動,阻礙界面金屬進一步連接,導致焊接接頭的力學性能變差。因此,合適的焊接壓力參數對焊接質量有決定性。
2. 焊接能量/時間的影響
超聲波焊接提供三種不同的焊接模式來提供能量控制:時間、高度和能量。時間模式要求每次焊接的周期時間保持一致。高度模式要求焊接到預設的焊接高度。能量模式對每個焊接周期應用相同的能量。
能量模式是首選模式,因為它允許焊機自動補償被接合材料表面狀況的任何差異。例如,一些需要接合表面可能有不同程度的污染,當振動開始時,這將需要更多的“摩擦”,以建立完全的金屬對金屬的表面連接合。能量模式能夠補償這些差異,而高度和時間模式則不能。
焊接時間直接影響了焊接過程中能量的輸入,對焊接效果有著直接的影響。焊接時間過短,輸入能量不足,由于沒有充分的摩擦,難以形成有效的焊點;隨著焊接時間的增加,相互摩擦引起溫度升高,工件材料開始軟化,焊接區域界面氧化膜破損及塑性變形,能形成較好的連接;當焊接時間進一步延長,焊頭容易在工件表面形成較深的痕跡,對焊接效果產生不利的影響,此外,過長的焊接時間易導致焊頭與被焊工件的粘結;
3. 振幅的影響
在下壓力的作用下,焊頭壓緊被焊工件到焊座上,焊頭帶動上工件在焊接區域的振動距離被稱作焊接振幅。對振動幅度的要求通常是根據被焊接材料的類型和狀況確定的,并且通過焊接設備的發生器、換能器和上焊頭協同工作對每個焊接周期實施精確控制。超聲波焊接過程中工件與工件形成的振動系統,振幅直接影響工件界面振動的瞬時速度,最終影響摩擦生熱及塑性變形,對焊接質量造成影響。
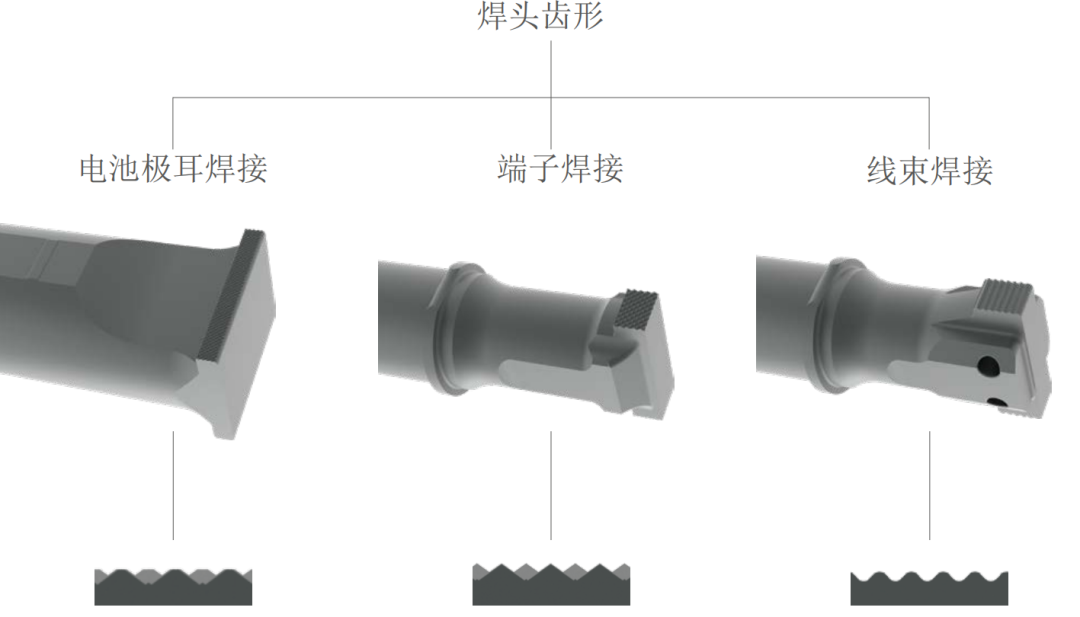
焊頭齒形
超聲焊頭和底座結構對焊接結果質量和工藝穩定性有重大影響。影響焊縫結果的因素有:
·齒形結構:金字塔、半球和線條;
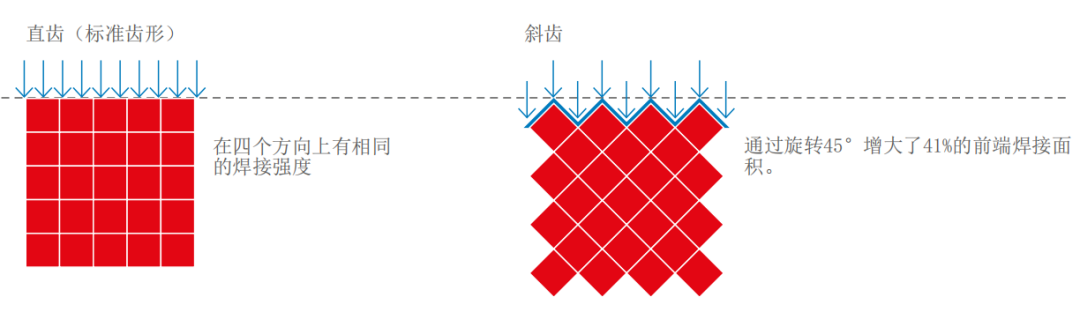
·齒形排列方式;
·待焊接材料厚度---厚的材料需要較粗較高的齒形。
超聲波焊頭能夠抓住上部金屬工件至關重要,這樣它才能提供準確的振動橫向力,從而實現與下部金屬工件的結合。
焊頭是超聲波金屬焊接的關鍵組成部分,焊接過程中,焊頭在壓力作用下要抓緊被焊工件,這樣,超聲波焊機產生的機械振動才能傳遞給被焊工件界面以形成固相連接。
焊頭面積不同,會導致焊接過程中焊接壓力的分布不同,即連接界面的具有不同的應力,使焊接過程中摩擦力不同,從而使焊接過程中摩擦產熱量不同,導致焊接過程中工件溫度不同,最終影響接頭質量。而焊頭花紋齒深則決定焊頭花紋嵌入工件表面的難易程度,也直接影響工件表面壓痕深度,間接影響焊接過程中工件溫度,對接頭質量造成影響。因此,焊頭形貌及尺寸對接頭質量有非常關鍵的作用。
焊頭面積相同時,矩形焊頭比圓形焊頭產生的塑性變形程度強烈;焊頭形狀相同時,面積大的焊頭能使焊接區塑性變形程度更強烈。
焊頭面積相同時,圓形焊頭更容易將焊頭下方的工件材料擠出,形成更深的壓痕;焊頭形狀相同時, 面積小的焊頭使工件表面接觸區域壓強較大,從而形成更深的壓痕。
來源:三一技術裝備有限公司
審核編輯:劉清
-
鋰離子電池
+關注
關注
85文章
3254瀏覽量
77929 -
連接器
+關注
關注
98文章
14656瀏覽量
137238 -
換能器
+關注
關注
8文章
347瀏覽量
29612 -
圓柱電池
+關注
關注
0文章
182瀏覽量
9906 -
新能源電動汽車
+關注
關注
0文章
35瀏覽量
2494
原文標題:銅箔和鋁箔的超聲波焊接應用
文章出處:【微信號:深圳市賽姆烯金科技有限公司,微信公眾號:深圳市賽姆烯金科技有限公司】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
超聲波焊接材料兼容性
超聲波焊接常見問題解決方案
超聲波焊接的參數設置
超聲波焊接技術原理
如何選擇超聲波焊接機
超聲波焊接與傳統焊接比較
不同材料間的焊接冶金特性

超聲波焊接的優點及注意事項
超聲波焊接、切割領域的應用與優勢
超聲波焊接與傳統焊接的區別與用途
超聲波焊接技術的原理、應用領域與發展優勢






 工商網監
工商網監
評論