 發泡工藝對高頻信號傳輸的影響
發泡工藝對高頻信號傳輸的影響
通信網絡之完整性,除了機房內之軟硬件及其周邊附屬設備外,通信電纜扮演著送信與受信二端間連絡主要傳輸媒介,通信電纜不僅質量需符合未來整體服務數字網絡(ISDN)之要求外,所占用之空間也不容忽視,二者更是息息相關。近十年來欲使通信網絡傳輸更快速,除了設備增強外,通信電纜也做了重大變革,紛紛采用發泡聚乙烯為絕緣材料,促使電纜特性更能符合較佳通信效果,其中電氣特性如靜電容量、電容不平衡、遠(近)端串音及衰減等與材料發泡方式更是立竿見影,采用發泡技術不僅可以使產品重量更輕、尺寸更小,還可以降低材料的等效介電常數,從而優化電纜的傳輸性能。

發泡技術的原理介紹
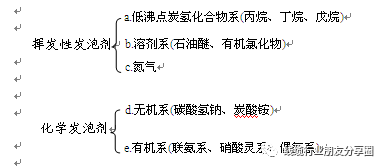
發泡分為兩種方式:物理發泡和傳統的化學發泡
物理發泡原理 (氮氣發泡)
物理發泡是在塑膠擠出過程中直接注入氣體或液體實現發泡絕緣,氮氣發泡是電纜行業廣泛采用的物理發泡形式,氮氣發泡是指在一定作用下,壓縮空氣啟動注入泵,使氮氣高壓泵升壓,并通過穩流閥進行壓力控制,然后經注氣針將持續、穩定壓力的霧狀氮氣注入擠出機螺桿中,經螺桿充分攪拌后均勻分散,同時與混合成核劑的聚乙烯在被擠出眼模時迅速膨脹,形成質輕多孔的發泡聚乙烯芯線,物理發 泡過程中,為了易于氣泡生成,還在聚乙烯材料中添加一定比例的成核劑,常用成核劑的主要成份為偶氮二甲酰胺.
傳統化學發泡原理
傳統化學發泡是在聚乙烯絕緣材料制作過程中,加入適 當比例的熱效應發泡劑,在芯線擠出時,利用溫度促使發泡劑產生化學分解反應,從而使聚乙烯絕緣材料內部形成氣泡.
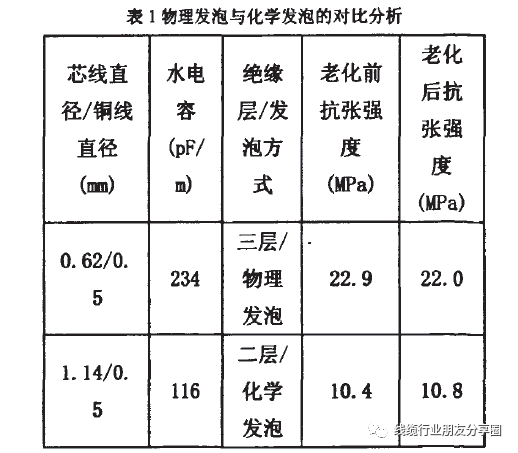
物理發泡與化學發泡的對比分析
發泡度
物理發泡可利用氮氣流量的大小控制自如,發泡度可達70%。更能符合各種不同通訊電纜的規格。而化學發泡產品的發泡度最多只能達到40%。1.3.2絕緣體抗張強度物理發泡形成氣泡均勻與高密度聚乙烯密切結合,不僅老化前抗張強度高,而且于高溫石油膏老化試驗后,較原來特性變化極小。如表l所示物理發泡絕緣抗張強度優于化學發泡約176%.
高發泡對電器性能的影響
化學發泡于高發泡時,發泡層與導體間易產生氣隙,如此縱向水分易沿其氣隙前進,眾所周知,水是訊號電纜最主要危害之一,而物理發泡憑借絕緣體內層與銅線緊密粘著,水分無法進入,力保電纜電氣特性,化學發泡材料易吸收空中水分,制造前如未干燥,將造成發泡不均勻導致電氣特性受影響,而干燥不適當材料將造成預發泡;物理發泡除成核劑僅以簡單干燥外,其余材料并不受空氣水分影響,具備更好的加工性。同時,化學發泡的發泡劑含有雜質,熱分解時仍有殘留;物理發泡則以高純度氮氣發泡,幾乎無任何殘留物。
為減小介質常數,其所用基材應為低介質常數的材料,目前線纜最常用者為PE。在特殊的場合,也有利用PP、PS及TEFLON為基材的.
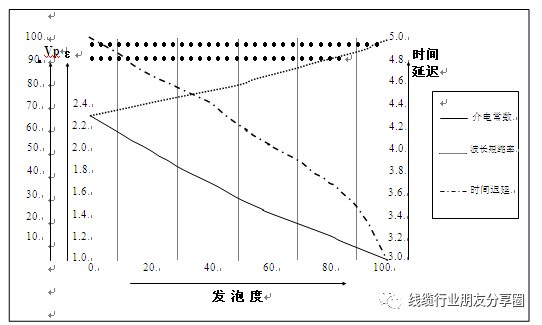
PE發泡度與介電常數,波長短縮率,時間延遲關系圖:
一個電容板中充入介電常數為ε物質后電容變大ε倍。電介質有使空間比起實際尺寸變得更大或更小的屬性。
例如,當一個電介質材料放在兩個電荷之間,它會減少作用在它們之間的力,就像它們被移遠了一樣。電容計算公式:
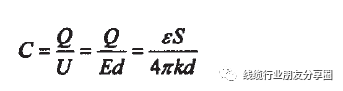
式中的Q為電荷量;U為電勢差:E為兩板間的場強;d
為兩板間的距離;ε兩板間介質的介電常數:S為相對面積;
k為靜電力常數
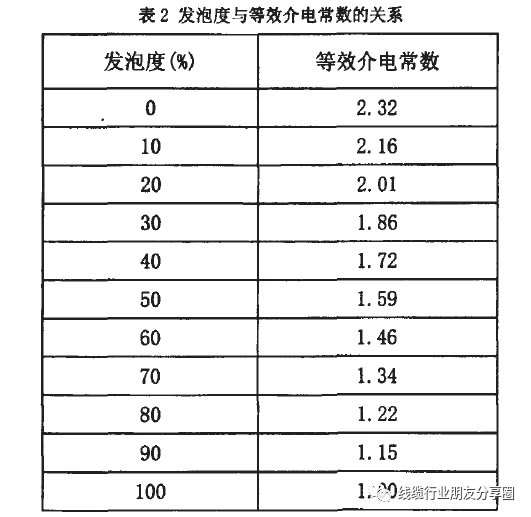
發泡度與等效介電常數的關系
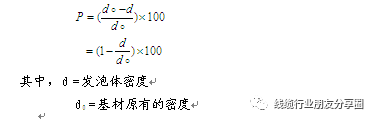
發泡度是指發泡的材料中含有多少百分比的氣體,如下公式
式中d材料發泡后的密度:d為材料原有密度,
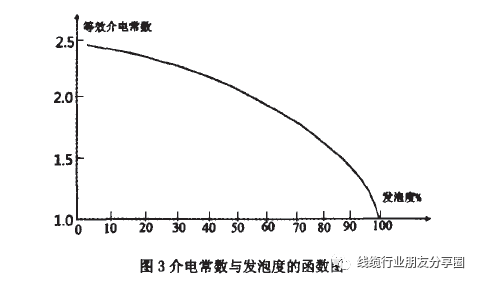
發泡聚乙烯發泡度與等效介電常數的關系,.
f表示發泡度,計算得發泡聚乙烯發泡度與等效介電常數的關系,如表所示
材料的發泡度越高等效介電常數越低,當材料的發泡度接近100%時,等效介電常數接近真空絕對介電常數;反之,發泡度為O時,等效介電常數等于材料本身的相對介電常數.
舉例:特征阻抗100 Ohms產品的設計理論
特征阻抗是傳輸線分布電容與電感的等效,它的物理意義為入射波電壓與電流的比值或反射波電壓與電流的比值。
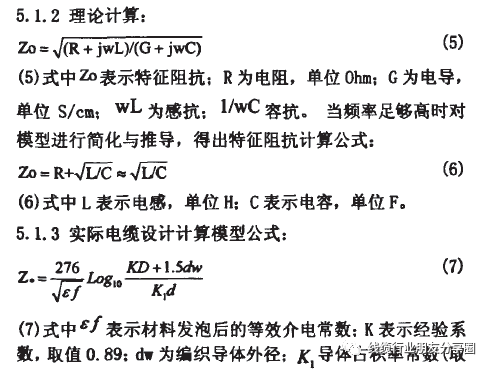
d為導體外徑。具體舉例為24AWG SPC 0.511導體的發泡聚乙烯絕緣芯線與實體絕緣芯線(發泡度為0)的計算,如表3所示。
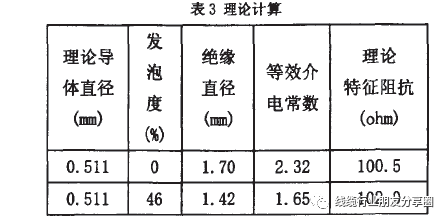
按照以上理論設計產品對應實際測試值如表4所示。所以,由表2和表3可知,利用發泡技術,24AWG 0.51MM導體產品的絕緣直徑只要做到1.42MM,就可以滿足特征阻抗100+5 Ohms的要求。而實體絕緣的直徑為1.70mm.不發泡外徑變大很多.
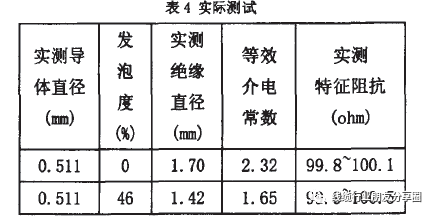
在靜電容量要求一定的場合,降低絕緣材料的實效介質常數,則芯線徑便可減小.此時,一定尺寸的線纜管中,就可多設線路,在多心線纜場合有很大的優點,材料發泡,則強度下降,故薄絕緣場合發泡度只限于20-30%,厚絕緣時則約達50%左右,屬于較低發泡的類別.
發泡度的測定方法
線纜發泡層的發泡度,可利用普通的密度測定法計測,所謂發泡度乃指發泡體中含多少百分比的氣體,可應用下式表示之
密度測定法
先稱發泡體重量為W1,再將發泡體與砝碼連接,用極細鋼絲或銅絲吊掛與水或酒精中,稱重為W2,最后稱出砝碼在液體中的重量為W3,則密度d可用下式求出

押出發泡法:
發泡劑的類別
目前市售發泡PE之發泡劑
1、高密度用尿素類
2、低密度用碳酸類
大部分發泡劑的分解生成物都具有吸濕性,生成的氣體亦常含水分,故在要求低損失的場合,押出線必須施行干燥手續.
押出發泡的制造工程
出發泡的制造工程如下所列
從押出機加料斗供入發泡材料
材料在螺缸受熱,由螺桿的運轉而使其發生可塑化,且在混練中往前輸送
經過眼模形成一定外徑,押出同時發泡。
押出線在冷水槽冷卻固化
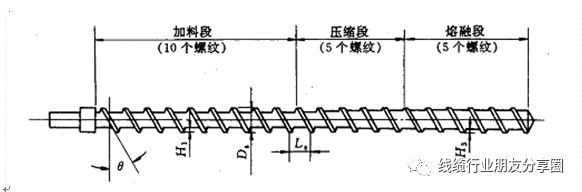
發泡押出用押出機
押出機的L/D約20-28,并有較長的供料段,壓縮比約2.0-2.5,押出機在設計上應注意下列各點:
(1) 設計小壓縮比的螺桿﹔
(2) 設置反壓調節器,以控制適當的反壓﹔
(3) 機頭與眼模部阻力盡量減小﹔
(4) 螺旋廊寬減小﹔
加料段:顆粒狀塑料從料斗進入機筒螺桿.由于落感的旋轉,產生足夠大的推力和反向摩擦力,形成穩定的壓力,使膠料混合,初步加熱,軟化塑料向壓縮段推進.
壓縮段:由于此段溫度較高,預熱好的塑料開始塑化壓實,最后由固態塑料轉變為熔融態塑料.因為螺桿的旋轉,繼續對塑料進行混合攪拌,實現初步塑化且初步壓實.
熔融段(均壓段):在螺桿旋轉推力的作用下,經初步塑化,初步壓實的塑料被推入均壓段,此段螺槽溶劑最小,從而產生更大的壓力,溫度又最高,塑料在高溫高壓下,塑化更均勻,在落感的推力下,等壓定量的被推如機頭,從模口擠出成型.
押出條件
發泡線押出的時候,其押出條件受押出機尺寸,螺桿構造、螺桿回轉數及發泡劑濃度等要因素影響,很難得到通用的原則,重點在如何使材料迅速熔融,并使分解氣溶于材料中,直到出眼模口后才開始發泡。
押出條件:例如壓力、溫度、及押出時間等發生變化,則押出成品特性亦發生很大變化
押出溫度:系指熔融材料的實際溫度,當溫度不同的時候,押出線的發泡特性亦起變異,溫度在某一特定范圍的時候,發泡特性最良好,高或低于此項范圍,都無法得到質量良好的押出線。
押出時間:押出時材料在螺缸的停留時間,稱為押出時間,對發泡特性亦有相當大的影響,材料在螺缸停留時間亦應保持在某一特定范圍內,才能押出特性良好的發泡線來.
綜上所敘,可知發泡押出作業實為一項需要相當高技朮水準的作業,押出條件設定稍有不慎,就很難制造出質量良好的發泡電線,作業人員應從不斷體會中獲得良好的經驗,精益求精,才能達到提高水準、高質量的境界
發泡情形如下圖
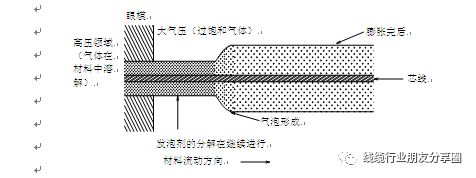
押出條件的影響
(1) 押出溫度的影響
采用添加發泡劑進行押出發泡的時候,押出溫度條件對發泡特性的良莠占有決定性地位,押出溫度如能與發泡劑分解溫度充分配合,必可制造出特性良好的成品。
低溫押出氣泡數很少,溫度上升則氣泡分布逐漸均勻,發泡度漸行提高,在到達某溫度的時候,發泡度最高,并得到極細微的氣泡構造﹔溫度再上升則氣泡粗大化,并有氣泡破裂現象,形成不均勻的氣泡構造.
此項最適當溫度條件,端視材料別而異,除利用實驗來決定外,實別無良途可循。
(2) 螺桿回轉數的影響
螺桿回轉數對發泡狀態也有相當影響性。回轉數增加的時候,發泡度也逐漸增加,氣泡構造更形微細,直至達到某限度為止。超過此限度后,效果反而下降,故如何決定適當的螺桿回轉數,極為重要.
發泡押出用押出機:
押出機的L/D約20-28,并有較長的供料段,壓縮比約2.0-2.5,押出機在設計上應注意下列各點:
A.設計小壓縮比的螺桿﹔
B.設置反壓調節器,以控制適當的反壓﹔
C.機頭與眼模部阻力盡量減小﹔
D.螺旋廊寬減小.
目前在發泡押出部分,業界比較有性價比保證的廠商主要是,創展機械,正威機械,新杰機械等.
外眼形狀的影響
押出發泡用眼模,在設計時必須考慮外眼出口后的膨脹性,若以A表示材料發泡前后的斷面積比,則如下圖所示
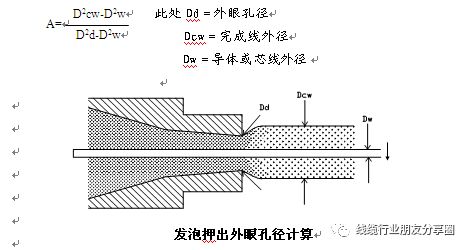
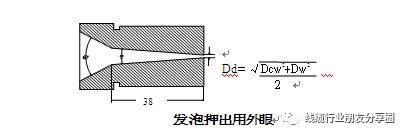
一般薄層押出的時候,膨脹比約等于2,厚層押出則膨脹比約等于4,押出發泡外眼孔徑,可利用前式變形,求出如下:

當發泡后的完成外徑及導體外徑決定時,外眼孔徑便可利用公式很簡便的求出來。
外眼入口角也為設計的重要項目。在發泡押出場合,眼模內角通常皆略大于實體押出眼模的角度
低發泡薄層押出的場合,入口角約60-90o,出口角9-15o,設極廊長或不設長,這樣設計眼模便能得到良好的押出表面,押出發泡用眼模代表例.
厚發泡層的冷卻
發泡層的特性,受冷卻條件的影響很大,氣泡系在外眼出口后才開始膨脹,為使其完全發泡,應設相當距離的空冷段,厚層押出后急冷,則發泡度降低,押出表面常起波浪,成為芯線變形原因之一.
發泡體本為隔熱材料,芯線表面與內部溫度相差很大,便會發生變形,故厚層押出一定要實行分段冷卻的技巧才行.
押出線尚未充分冷卻便開始卷取,結果很容易發生變形與潰裂現象,故冷卻水槽末段一定要維持充分的低溫,芯線倘有浮出水面現象,亦發生部分的變形,應設法使線完全浸入水中冷卻。
制程如何使發泡PE變異降到最低
在要求高性能場合,一定要設法使制造條件固定,此時必須注意下列各點,才能使變異減為最低
1、選用質量均勻的材料
2、材料供入定量化
3、保持一定的押出溫度
4、保持螺桿回轉數不變
5、維持一定的溫度的導體溫度
6、維持一定的線速
綜上所述,發泡技術在電纜行業有著廣闊的前景,利用發泡技術,不僅可以獲得高品質高頻傳輸線,更能為企業帶來降低成品的經濟效益。但發泡技術實為一項需要高技術水準的作業,對擠出設備、擠出溫度、擠出時間及模具選用, 都有很高的要求,作業人員應從不斷體會中獲得良好的經驗,精益求精,才能獲得高水準、高質量的產品.
審核編輯:湯梓紅
-
電纜
+關注
關注
18文章
2752瀏覽量
55122 -
數字網絡
+關注
關注
0文章
19瀏覽量
9402 -
通信網絡
+關注
關注
21文章
2047瀏覽量
52224 -
高頻信號
+關注
關注
1文章
141瀏覽量
21756
原文標題:發泡工藝對高頻信號傳輸的影響
文章出處:【微信號:線纜行業朋友分享圈,微信公眾號:線纜行業朋友分享圈】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論