 新能源圓柱齒輪齒廓齒向傾斜誤差計算
新能源圓柱齒輪齒廓齒向傾斜誤差計算
圓柱齒輪齒廓傾斜偏差和齒向傾斜偏差是影響齒輪嚙合印跡、振動和噪音的關鍵因素,會嚴重影響齒輪乃至整個傳動系統的壽命和綜合性能,尤其是對高速重載齒輪的影響更為明顯。在圓柱齒輪滾齒、磨齒、剃齒過程中,齒廓傾斜偏差和齒向傾斜偏差是客觀存在的,這就需要對齒廓傾斜偏差和齒向傾斜偏差的大小和方向進行精確控制,從而優化嚙合印跡,減少邊緣接觸,提升齒輪副的壽命,降低齒輪副的噪音。
齒廓傾斜偏差和齒向傾斜偏差作為齒輪精度的一部分,上世紀和本世紀初有相關學者對其進行了零星研究[1-3],如謝孝芳等研究了齒廓和螺旋線偏差的控制問題;張國政等研究了齒輪裝夾傾斜誤差對齒輪精度檢測的影響分析。對于齒輪傾斜偏差的計算方法及其在工程中的應用相關研究很少,本文研究了圓柱齒輪齒廓傾斜偏差和齒向傾斜偏差對齒輪副性能的影響,得到了齒廓傾斜偏差和螺旋線傾斜偏差的計算方法,并將上述技術在齒輪測繪、齒輪設計及共用校核等方面的應用進行了進一步闡述。
1 齒廓齒向傾斜偏差定義及對齒輪性能影響
1.1 齒廓傾斜偏差和螺旋線傾斜偏差定義
齒廓傾斜偏差與齒向傾斜偏差在國際標準中定義為計算范圍兩端與平均齒形跡線相交的兩條設計齒形跡線間的距離[4],如圖1所示,它表征了實際齒形線與理論齒形線的傾斜程度。齒廓傾斜偏差fHα反映了壓力角的偏差,fHα為正則說明壓力角偏小,fHα為負則壓力角偏大;齒向傾斜偏差與齒廓傾斜偏差類似。
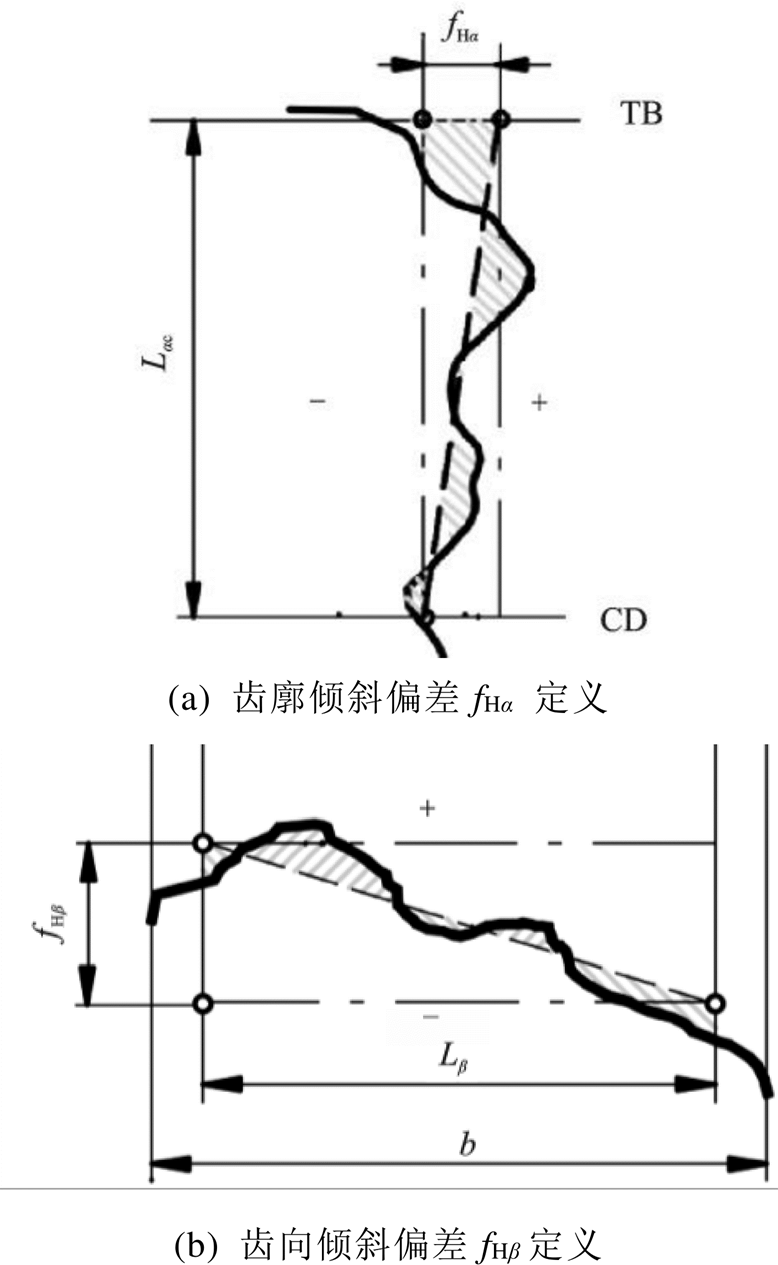
圖1 齒廓齒向傾斜偏差定義圖
圓柱齒輪副在嚙合過程中,齒廓傾斜偏差fHα和齒向傾斜偏差fHβ的大小和方向都會影響齒輪的嚙合印跡、疲勞壽命及噪聲、振動與聲振粗糙度(Noise, Vibration, Harshness, NVH)性能。主動輪齒廓傾斜偏差fHα如果嚴重偏負,或者從動輪齒廓傾斜偏差嚴重偏正,都會加重嚙入沖擊,在嚙合過程中會造成齒根接觸應力偏重,進而導致早期的齒根疲勞點蝕,如圖2所示。因此,建議主動輪齒廓傾斜偏差fHα略偏正,從動輪齒廓傾斜偏差fHα略偏負。同樣,如果齒向傾斜偏差較大,則會造成齒輪沿齒向的偏載,導致疲勞點蝕甚至打齒,如圖3所示。某齒輪由于齒向傾斜偏差fHβ超差,導致在節圓附近出現明顯偏載導致疲勞點蝕。

圖2 齒輪疲勞點蝕示意圖
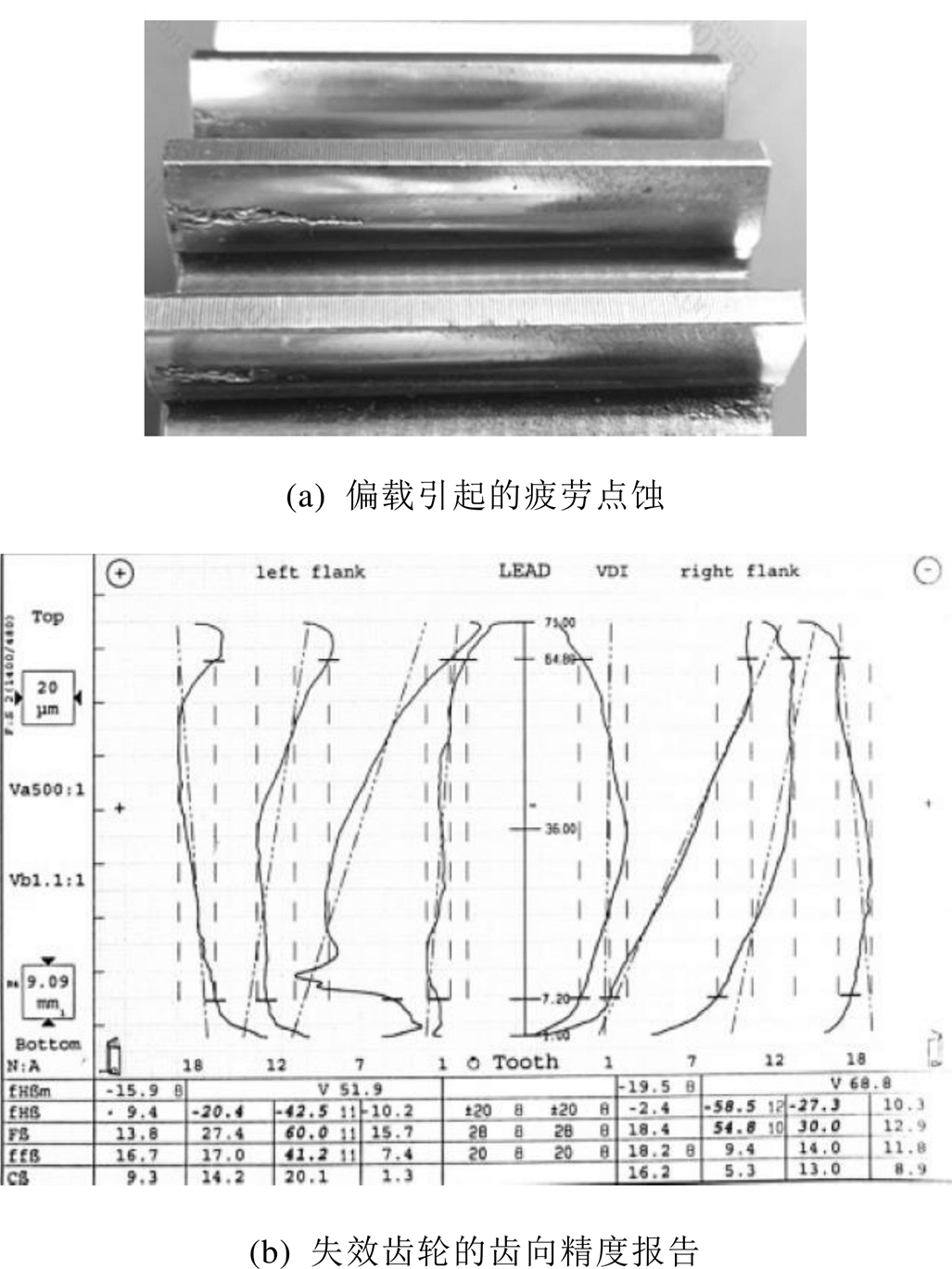
圖3 齒向傾向偏差較大條件下的疲勞點蝕示意圖
1.2 齒廓傾斜偏差和螺旋線傾斜偏差計算
齒廓傾斜偏差是在端平面內垂直于漸開線齒廓的方向上的實際值與理論值的偏差。齒廓傾斜偏差產生的原因是實際齒廓線與理論齒廓線的基圓不同,導致在同樣的評價范圍內傾斜程度不同,計算公式見式(1)。
齒廓傾斜偏差:
 ?(1)
?(1)
式中,La為齒廓有效評價長度;db為理論齒形基圓直徑;db'為測量齒形基圓直徑。
引起齒廓傾斜偏差的原因不止有壓力角偏差,凡是能夠引起檢測齒輪基圓發生改變的因素都會引起齒輪的齒廓傾斜偏差,圓柱齒輪中基圓直徑計算如式(2)所示,因此,齒廓傾斜偏差與法向模數、齒數、壓力角和螺旋角都有關系,上述參數的變化均會引起齒廓傾斜偏差。
 ?(2)
?(2)
螺旋線偏差為端平面基圓切線方向上測得的實際螺旋線偏離設計螺旋線的量,螺旋線傾斜偏差指在計值范圍內的兩端與平均螺旋線跡線相交的兩條設計螺旋線跡線間的距離。在評價范圍內可得到螺旋線傾斜偏差,如式(3):
 ?(3)
?(3)
式中,Lb為有效評價齒寬;d為理論齒形分度圓直徑;d'為檢測齒形分度圓直徑;β'為檢測齒形分度圓螺旋角;β為理論齒形分度圓螺旋角。
在實際加工過程中,在齒輪測量機上通過測量齒輪精度可得到齒廓傾斜偏差fHα和螺旋線傾斜偏差fHβ。對于同一個齒輪,如果只存在齒廓傾斜偏差,則可以按照式(4)計算該齒輪的壓力角偏差,從而得到修正壓力角。同樣,如果只存在螺旋線傾斜偏差,可以根據式(5)得到齒輪的螺旋角偏差,從而獲得齒輪的修正螺旋角。
壓力角偏差:
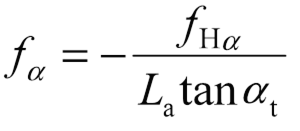 ?(4)
?(4)
式中,αt為齒輪端面壓力角。
螺旋角偏差:
fβ=fHβ?cos2β/Lb(5)
2 齒廓齒向傾斜偏差的工程應用
2.1 齒廓傾斜偏差分析在刀具設計上的應用
在齒輪設計中,基于嚙合印跡和噪音的考慮,對齒輪進行修形設計,避免嚙入嚙出沖擊的一個有效方法是齒廓傾斜偏差fHα設計,對于有精加工的齒輪,在精加工中進行修形即可;對于要求不高的沒有精加工的齒輪刀具設計,比如個別齒輪滾齒、剃齒、車齒熱后不加工的,可以在設計刀具時考慮齒廓傾斜修形。某內齒圈齒數Z為78,法向模數mn為2 mm,法向壓力角αn為20°,螺旋角β為12°,評價長度La為8.71 mm,要求齒廓傾斜理論偏差fHα為-8 μm,根據式(4)可得壓力角偏差fα=0.139 6,因此對車齒刀壓力角上進行修正,修正后的齒輪齒廓精度如圖4所示,符合要求。
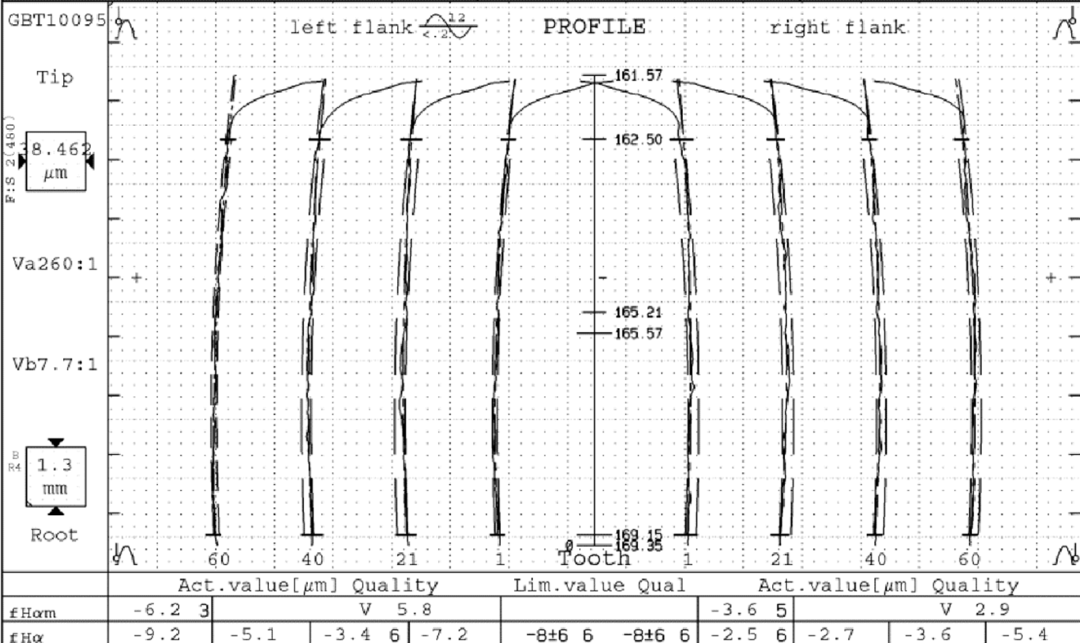
圖4 內齒圈精度檢測結果
2.2 齒輪逆向測繪
斜齒輪副的逆向測繪是一項較為復雜的工作,測繪斜齒輪副的根本目的在于盡可能地還原被測斜齒輪副的原始設計參數,以期從測繪設計階段將設計風險降到最低。通過齒數、齒頂圓、齒根圓、公法線等參數可獲得大概的齒輪參數,斜齒輪的壓力角αn、螺旋角β以及變位系數xn這些參數是相互關聯的,可以對參數進行初步測量,通過對齒廓傾斜偏差fHα和齒向傾斜偏差fHβ進行修正,從而得到更為準確的齒輪參數。
影響齒廓傾斜偏差和齒向傾斜偏差的因素不只是壓力角偏差和螺旋角偏差,例如法向模數會同時影響齒廓傾斜偏差和齒向傾斜偏差。因此,對于不同的傾斜偏差,需要進行針對性的調整,如果同時存在齒廓傾斜偏差和齒向傾斜偏差,則需要調整模數來修正;如果只是單純的存在齒廓傾斜偏差或者螺旋線傾斜偏差,則只需要調整壓力角和螺旋角即可。例如某齒輪測繪過程中,法向模數mn為2.9 mm,齒數Z為19, 分度圓壓力角αn為22.8°,分度圓螺旋角β為18°,齒寬B為51mm ,齒形評價長度La為10.893 mm,精度檢測后齒廓和齒向精度報告如圖5所示;齒廓傾斜誤差fHα為0.029 mm ,齒向無傾斜,通過計算得到壓力角偏差為-0.35°,修正后齒廓形狀如圖6所示。
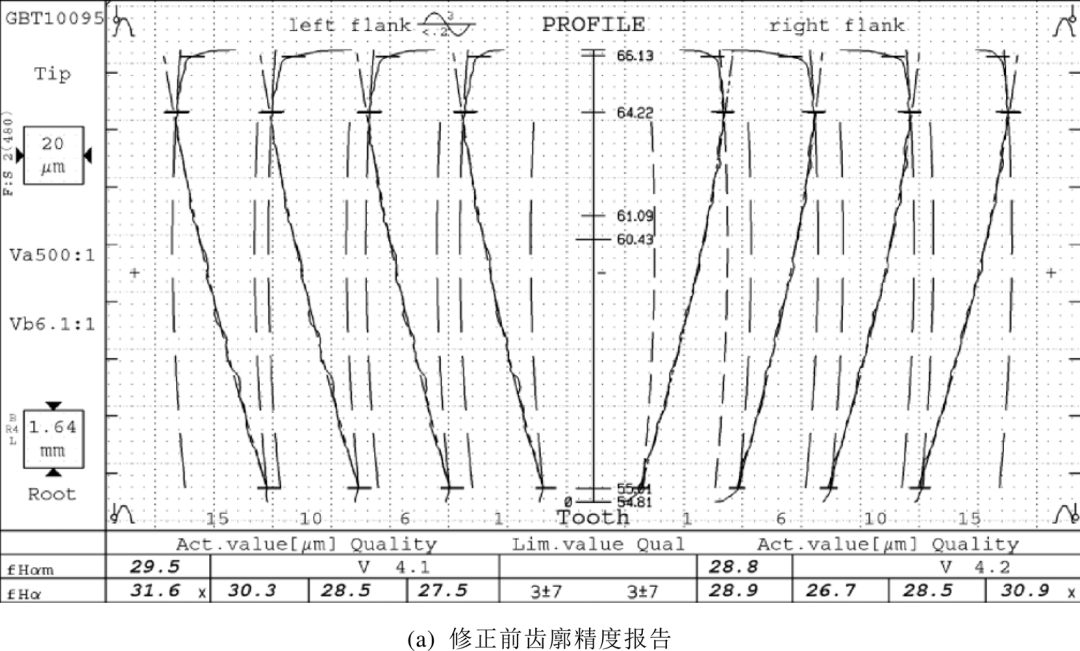
圖5 齒廓修正前后精度報告對比
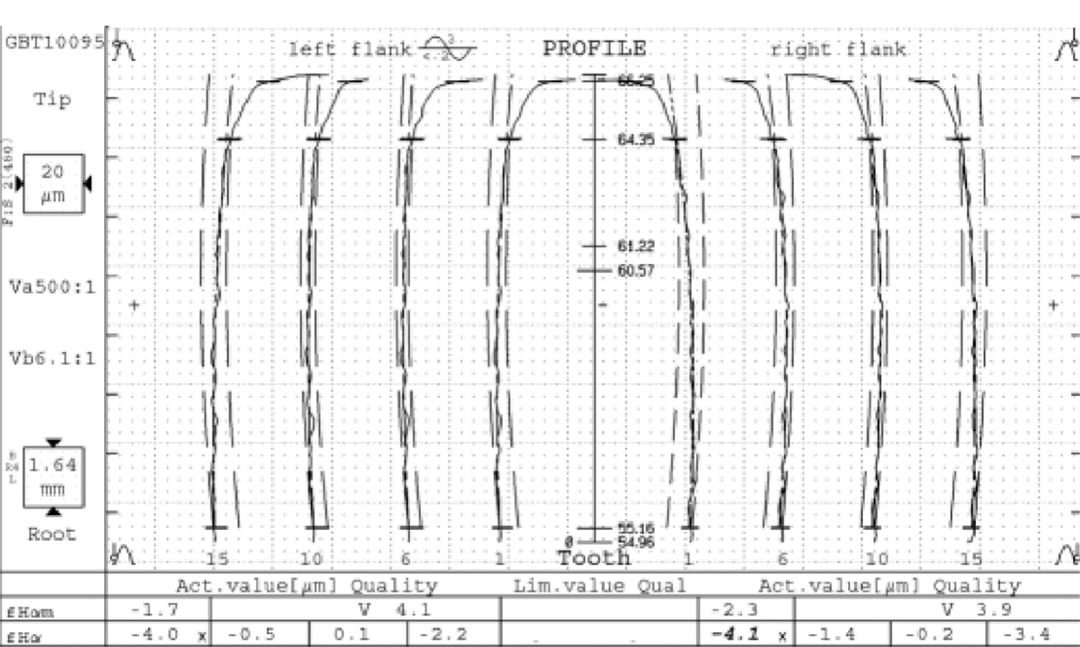
圖6 壓力角調整后的精度報告
2.3 滾刀的共用校核
在滾刀設計過程中,滾刀共用是降低成本和縮短開發周期的有效手段,在滾刀共用校核中,可以根據齒輪參數計算該滾刀加工另一齒輪時可能產生的齒廓傾斜偏差,需要保證磨齒后漸開線部分全部被磨起。例如新開齒輪,齒數Z為21,法向模數mn為3 mm,分度圓壓力角αn為20°,分度圓螺旋角β為14°,單側留磨量為0.19 mm,現有滾刀壓力角為17°,模數為2.95 mm,其他均滿足要求,需要校核該滾刀能否共用。根據式(1),取齒頂評價直徑為73.15 mm,齒根評價直徑為62.25 mm,計算得到齒廓形狀偏差fHα為23.04 μm,該齒廓形狀偏差小于齒輪的單側留磨量190 μm,因此該滾刀不需鏟磨可直接代用,由于滾齒時螺旋角可以通過設備調整,因此可以不用考慮螺旋角偏差。但是如果是滾剃工藝,則需要同時考慮齒廓和齒向傾斜偏差是否滿足要求。
3 結論
本文系統研究了廓傾斜偏差fHα和齒向傾斜偏差fHβ對齒輪副綜合性能的影響,得到了齒廓傾斜偏差與壓力角偏差計算方法,并研究了其在齒輪測繪、刀具設計、刀具共用替代校核等方面的應用,主要結論如下:
1)齒廓和齒向傾斜偏差會影響齒輪副的嚙合印跡及嚙入嚙出沖擊,進而影響齒輪的疲勞壽命、振動和噪音,因此,需要針對性地設計齒輪的傾斜偏差,從而獲得良好的綜合性能;2)齒廓傾斜偏差和齒向傾斜偏差的計算和轉化在工程上具有重要的應用,可以用于刀具設計、齒輪測繪和刀具共用校核等。
審核編輯:湯梓紅
-
新能源
+關注
關注
26文章
5599瀏覽量
107946 -
圓柱齒輪
+關注
關注
0文章
6瀏覽量
10140 -
傳動系統
+關注
關注
2文章
142瀏覽量
14521
原文標題:技研丨新能源圓柱齒輪齒廓齒向傾斜誤差計算
文章出處:【微信號:EDC電驅未來,微信公眾號:EDC電驅未來】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
pro/e 4.0直齒圓柱齒輪的畫法
如何確定圓柱齒輪加工的齒厚

漸開線圓柱齒輪模型模板設計步驟






 工商網監
工商網監
評論