 SLM在三維直接光刻中的多點加工
SLM在三維直接光刻中的多點加工
現代激光加工,以超快激光加工為主,即使用高強度的超快激光進行材料加工。具有峰值功率高、熱熔區域小、加工速度快和重復精度高的特點。 濱松LCOS-SLM則以其高精度的三維多點整形(通常使用CGH算法調制相位)功能;產生“長焦深”的貝塞爾光用于激光切割功能;以及可實時矯正像差、實時通過軟件改變加工激光的聚焦深度和形狀的特性等,被此應用納入麾下。
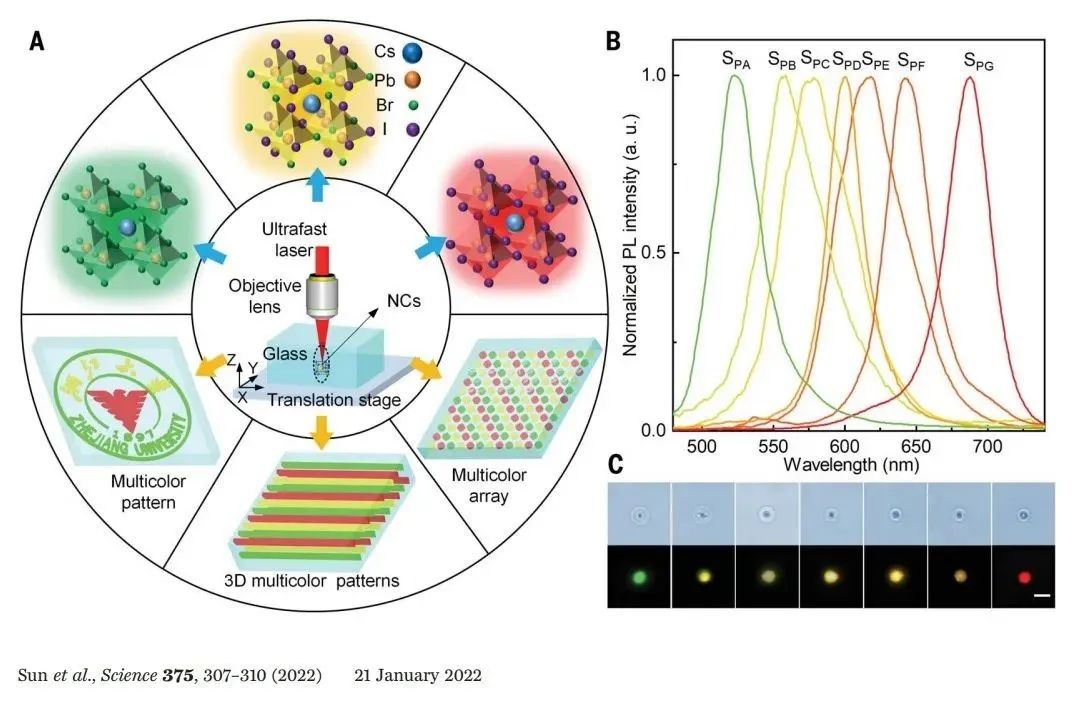
2022年1月20日,浙大邱建榮教授團隊與之江實驗室譚德志博士團隊合作,在Science發表了題為“Three-dimensional directlithography of stable perovskitenanocrystals in glass”的文章,研究報告了具有可調成分和玻璃帶隙的鈣鈦礦納米晶體(PNCs)的三維 (3D) 直接光刻。
研究團隊發現了飛秒激光誘導的空間選擇性微納分相和離子交換規律,開拓了飛秒激光三維極端制造新技術,首次在特別制備的均勻無色透明的玻璃材料內部,實現了帶隙可控的三維半導體納米晶結構,為光存儲、微型發光二極管等提供了新的方向。
正如上面的比喻一樣,飛秒激光就如一把鋒利的“刻刀”,但是要想實現精密的“雕刻”,“主刀的手”至關重要。在諸多的影響因素中,空間光調制器(SLM)是關鍵之一。
為了能充分發揮“刻刀”的性能,SLM首先需要承受住高強度的激光,也就是具有抗強光特性,同時還要保證高的光利用率,減少光損失,別讓“利刃”變“鈍”了。
研究團隊在實驗中,選用了 濱松LCOS-SLM X13138。論文中提到擁有1280 ×1024像素的LCOS-SLM X13138,其光利用率高達90%以上(有實測顯示可達97%),實驗使用了2500 mW的激光,通過SLM調制出一個3 × 3的激光點陣,以9道獨立的激光光束聚焦至玻璃內部,進行了多點加工。
由于材料和設計的限制,器件的抗強光特性還不完善(光強閾值低),截止到2017年,LCOS-SLM最高也只能承受幾十瓦/cm2的激光功率密度。所以一直以來,其并未被大范圍應用,僅用在了一些特定的激光加工材料上(往往是所需激光能量較低的被加工件),如塑料焊接,晶圓或玻璃切割(濱松的SDE激光隱形切割引擎,就是以空間光調制器為內核的)。
隨著產品技術的不斷進步,以及更廣泛的行業測試數據的支持,如今濱松的LCOS-SLM被證實最高可完全承受210W/cm2的平均功率、幾百兆瓦/cm2的皮秒激光器峰值功率、以及幾十G瓦/cm2的飛秒激光器峰值功率。掃描下方二維碼了解更多試驗數據。
審核編輯 黃宇
-
激光
+關注
關注
19文章
3251瀏覽量
64853 -
光刻
+關注
關注
8文章
324瀏覽量
30247 -
SLM
+關注
關注
0文章
81瀏覽量
6891
發布評論請先 登錄
相關推薦
三維掃描與建模的區別 三維掃描在工業中的應用
三維觸摸面板-運用觸感功能
泰來三維 三維掃描在文物保護中的應用場景

三維可視化運用的主要技術
起點,經過點,終點,三點xyz,畫三維圓弧。
三維可視化的魅力與應用
泰來三維|三維激光掃描技術在古建筑保護中的應用

泰來三維| 三維掃描在汽車工廠生產改造中的應用
三維可視化數據大屏的設計原理和技巧
三維可視化的優勢有哪些?

泰來三維|三維掃描服務_三維掃描助力園區改造公園

2024新款管材加工神器--LT-HP90三維激光切管機
泰來三維|三維掃描助力鞋企提質增效

泰來三維|文物三維掃描,文物三維模型怎樣制作

探索極限的光學魔法:濱松LCOS-SLM在超快激光加工的前沿突破






 工商網監
工商網監
評論