 阻焊絲印入孔分析與改善
阻焊絲印入孔分析與改善
1、引言
用于通信領域的PCB在不斷的更新換代,無論是設計方案還是制作技術,都向著高精尖方向發展。通信設備中使用的PCB對散熱和信號的損耗控制要求較高,所以客戶對阻焊入孔不良問題提出了更嚴格的控制要求。
阻焊入孔問題是PCB制造工序中難點問題之一,本文通過研究測試存在阻焊入孔問題的生產板,經過對網板目數、絲印速度、絲印擋點大小、曝光能量等12個影響因素設計正交試驗,提出了一種改善阻焊入孔的方法。
2、研究過程
2.1、問題分析
如圖1、2所示,綠油入孔一般為VIA孔,孔徑在0.25-0.50mm,尤其在焊接PAD及BGA區的孔。
表1 不同型號的問題分析

2.2、實驗設計
2.2.1、綠油入孔的因素
造成綠油入孔的因素有以下幾點:
A、刮膠新舊程度;B、絲印網紗;C、刮膠硬度;D、絲印速度;E、絲印壓力;F、絲印方式;G、索紙方式;H、絲印刮刀角度;I、絲印檔點大小;J、曝光菲林開窗大小;K、曝光能量;L、顯影速度。
針對以上綠油入孔的問題,根據綠油入孔的因素做DOE實驗設計,找出綠油入孔的主要因素,并尋求最優參數組合,以便解決綠油入孔的問題。
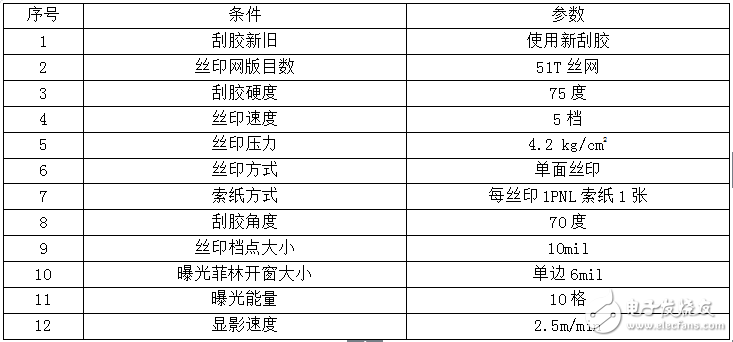
2.2.2、實驗因子水平確定
表2 試驗參數設定

2.3、實驗過程及結果
2.3.1、考核指標
綠油入孔比例、油墨厚度(綜合評分方法:100-綠油入孔比例為綠油入孔考核分數,油墨厚度考核指標為線面油墨厚度0-5um為20分、6-10um為40分、11-15um為60分、16-20um為80分、21um以上為100分)。
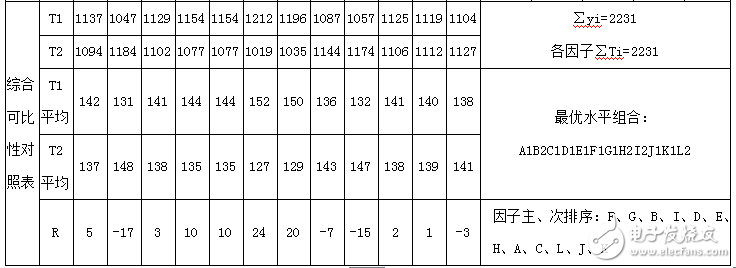
2.3.2、實驗過程及結果
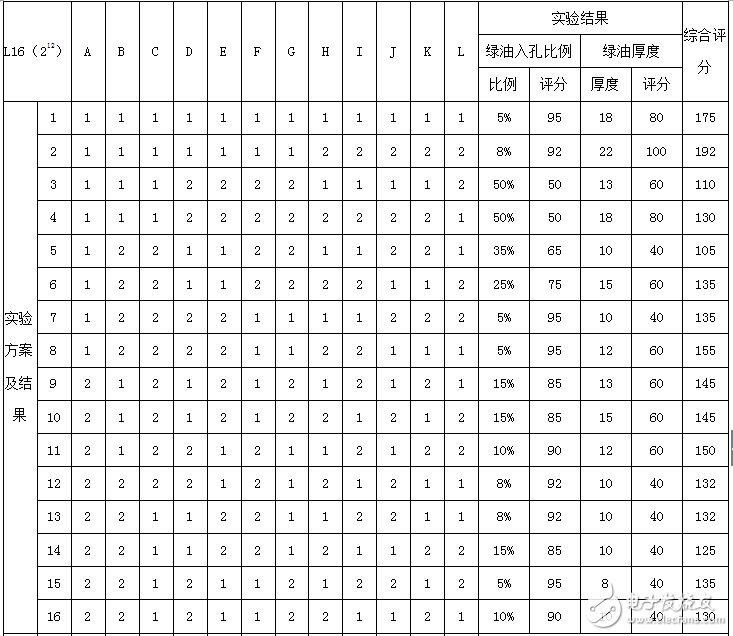
2.3.3、實驗結果圖片
2.3.4、小結
(1)最佳參數
通過上述實驗可以得知本實驗的最優參數如表5所示。
(1)影響綠油入孔因素排序:
絲印方式》索紙方式》網版目數》絲印檔點大小》絲印速度》絲印壓力》絲印刮刀角度》刮膠新舊》刮膠硬度》顯影速度》曝光菲林開窗大小》曝光能量
2.4、結果討論
(1)從實驗結果可以看出,刮膠的硬度、曝光菲林開窗的大小、曝光能量以及顯影速度對綠油入孔的影響非常小,而事實上,當絲印時綠油未入孔,曝光菲林開窗大小、曝光能量以及顯影速度都不影響綠油入孔的問題,而當絲印時綠油已經入孔,增加阻焊曝光菲林開窗大小、降低曝光能量及顯影速度不但不能解決綠油入孔的問題還會造成斷綠油橋的問題。
(2)影響綠油入孔的主要因素是:絲印方式、索紙方式、絲印網版目數以及絲印檔點開窗大小,但是影響綠油厚度的主要是絲印網版的目數,因此我們批量驗證的參數選擇次優組合,即從A1B2C1D1E1F1G1H2I2J1K1L2更改為A1B1C1D1E1F1G1H2I2J2K1L1。
3、實驗驗證
3.1、驗證試驗準備
選取一款光亮綠油板;孔銅要求:20um;最小鉆刀:0.2mm。
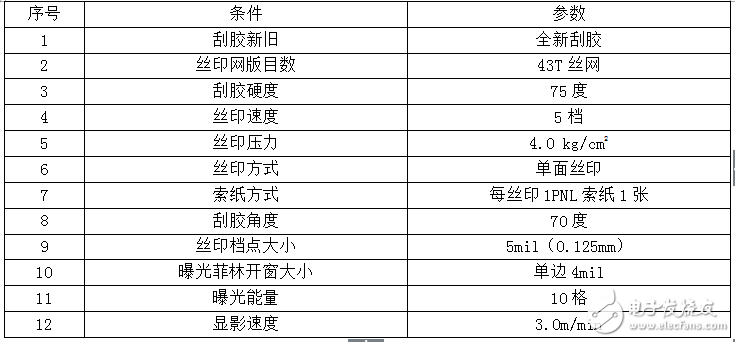
3.2、實驗參數確定
表5 驗證試驗參數
3.3、實驗結果
按以上流程生產實驗板250PNL,經檢查,無綠油入孔產生。
4、結論
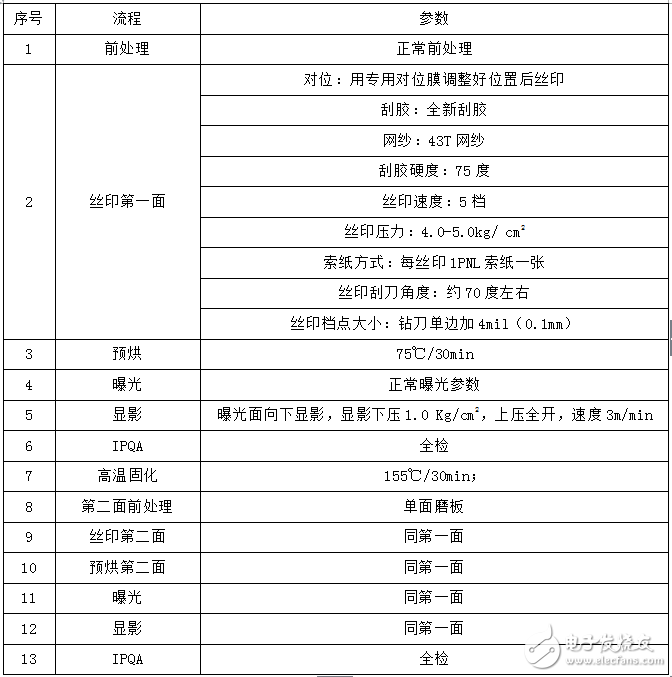
4.1、建議客戶不允許綠油入孔的生產參數控制
表6 建議生產參數一覽表
4.2、需要注意的問題
此流程雖然對綠油入孔有非常大的改善,但阻焊流程增加了約1倍的時間,增加了成本,所以建議客戶不允許綠油入孔的板在其他工序加急生產,以彌補阻焊工序的延時;
-
pcb
+關注
關注
4326文章
23160瀏覽量
399936
發布評論請先 登錄
相關推薦






 工商網監
工商網監
評論