 西門子LOGO可編程序控制器實現PS板打孔機控制系統的設計
西門子LOGO可編程序控制器實現PS板打孔機控制系統的設計
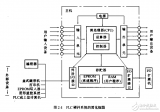
LOGO可編程序控制器十分精巧(如圖所示),其編程簡單,具有豐富的邏輯控制功能,抗干擾能力強,可靠性高,特別適用于惡劣的工作環境。
LOGO雖然屬微型可編程序控制器,西門子最新推出的LOGO則有下列功能特性:
① LOGO的功能:基本邏輯控制功能有 “與”、“或”、“非”、“與非”、“或非”、“異或”等;特殊控制功能有通/斷延時、RS觸發器、脈沖繼電器、時鐘、加減計數器、隨機發生器及模擬量PI控制功能等。
② LOGO編程:帶操作按鍵和文本顯示的LOGO可以通過使用控制器的操作按鍵和LCD面板或個人電腦進行程序的輸入、編制和顯示及監視運行狀態,這一特性優于同點數的PLC。不帶有液晶顯示器和按鍵LOGO則可以通過個人電腦機上應用軟件進行編程。LOGO還可通過個人電腦測試、模擬和打印控制程序等。
③LOGO硬件結構: LOGO的電源有24VDC/24VAC、24VDC/12VDC、24VDC及115V~240VAC,不同電源的LOGO有不同的電壓等級的開關量輸入、高速脈沖輸入及0-10V等模擬量輸入,輸出有可達10A的繼電器輸出和晶體管輸出,可以滿足較多的控制需求,適用于較多的場合。LOGO控制器的CPU主機自帶有8DI/4DO且可擴展,LOGO擴展模塊有4DI/4DO、8DI/8DO 及2AI/2AO等模塊。
④ LOGO程序加密及復制功能:利用LOGO編程軟件可實現這二個功能,黃色模塊可復制應用程序,紅色模塊可保護程序。另外通過操作按鍵和LCD面板也可設置密碼。

二、PS板打孔機
PS板打孔機是印刷行業所用到的一種自動化機械,其用途是對PS板進行打孔及折彎成型方面的加工。PS板打孔機的工序變化是比較多的,用戶對PS板打孔機提出的要求也多,很難進行標準化生產。傳統的PS板打孔機工序控制是使用繼電器來完成,工序復雜些的PS板打孔機的電控板上能用幾十只繼電器組成邏輯控制電路,密密麻麻的一片,設計接線調試很費工時,也跟不上時代的要求。
近年來,有些PS板打孔機開始使用PLC控制,但也出現了PLC對生產過程中工序時間的變化適應困難,不能總拿著編程電腦去現場改,故一般都采取盡量延長工序時間的辦法,但這樣又會影響生產的速度,如加人機介面徹底解決則又會使得PS板打孔機的成本上升很多。對于這些問題,我們與今年二月份起開始在PS板打孔機試用西門子公司的LOGO可編程序控制器,利用LOGO上的操作按鍵及LCD顯示器解決上述問題。
通過對PS打孔機的功能、工藝過程、結構等特點進行分析論證后,決定采取編制通用控制程序并選擇使用的設計方案。通過對LOGO程序的仔細推敲,基本上做到了對于不同機型無需變更程序,只需根據不同的工藝要求選用即可。見下示意圖:
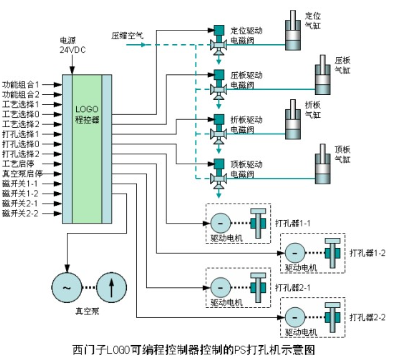
三、PS板打孔機 LOGO控制系統的設計描述
控制系統是以LOGO可編程控制器為控制核心,再配24VDC電源、電源控制開關、斷路器、接觸器等,該控制系統LOGO可編程控器DI、DO配置及其功能如下:
●“I1”工序一:吸風,打孔。打第幾那組孔由有“I3”、“I4”位決定。
●“I2”工序二:定位、壓板、折板、停折板、松壓板、頂板、停頂板、放定位。打孔選定必須在0位即“I3”或“I4”位都不選。
●“I3”打孔選定:組一。
●“I4”打孔選定:組二。
●“I1”+“I2”均不選時為自動工序0:例:“I7”+“I8”均不選時為00功能,其工藝過程為為吸風,打孔(打第幾那組孔由有I3、I4決定)、停吸風、壓板、折板、停折板、松壓板、頂板、停頂板。打孔選定必須在“I3”或“I4”位。
●“I5”啟停真空泵。按一次啟動真空泵吸風,再按一次停真空泵。
●“I6”工序及打孔啟停。
●“I7”功能組合選擇一。01功能。
●“I8”功能組合選擇二。02功能。
●“I9”停止打孔磁開關:孔組1—1。
●“I10”停止打孔磁開關:孔組1—2。
●“I11”停止打孔磁開關:孔組2—1。
●“I12”停止打孔磁開關:孔組2—2。
●“Q1”定位驅動:驅動定位電磁閥。
●“Q2”壓板驅動:驅動壓板電磁閥。
●“Q3”折板驅動:驅動折板電磁閥。
●“Q4”頂板驅動:驅動頂板電磁閥。
●“Q5”組1-1打孔驅動:驅動1-1組打孔電動機。
●“Q6”組1-2打孔驅動:驅動1-2組打孔電動機。
●“Q7”組2-1打孔驅動:驅動2-1組打孔電動機。
●“Q8”組2-2打孔驅動:驅動2-組打孔電動機。
●“Q9”吸風真空泵驅動:驅動真空泵接觸器。
由于PS打孔機經常出口到韓國等地,供貨距離遠,現場維修不便,如出現控制問題可能會將整機送回來維修,所以如采用LOGO程控器控制,就必須做到克服任何程序上的死點(即就是亂操作也不會出問題)。
四、在PS板打孔機上使用LOGO可編程序控制器的優點
① 與PLC相同的是LOGO也可完全代替繼電器的邏輯功能,從而簡化了PS板打孔機的電氣控制電路,簡化了PS打孔機的制造、調試和維護等工作。
② 使用LOGO實現了多功能并供選擇使用,總體性能比原先的繼電器控制更加完善,適應工藝變化的范圍廣,在制造和使用過程中,修改工序參數和程序方便快捷,有利于實現標準化設計。
③ 又與PLC相同的是LOGO也具有與上位計算機通信的功能,可為控制系統自動化程度的進一步提高——實現遠程監控奠定了基礎。由于LOGO控制的接線簡單,電氣控制板占地少也使得PS板打孔機的整體結構變得更加精簡合理;方便使用時的工序調整和PS板品種的變更。
五、應用比較
LOGO與PLC比較:PLC雖然功能更強些但價格較貴;PLC應用得廣泛與其出現的早有關,就LOGO很輕易地就能完成的普通的邏輯控制而言,有了LOGO就感到PLC是在“牛刀宰雞”,其大多數功能都用不上,說起來也是種資源浪費——特別是對小型自動化系統和設備。編程對PLC來說都要配編程器或個人電腦,而且對軟件版本還有要求,LOGO則可不用。另外,LOGO可以通過操作按鍵和LCD顯示器隨時根據需要修改程序及工序參數這一功能也是多數PLC所不及的。
LOGO與的繼電器控制方式比較:一般的,LOGO會比繼電器控制方式的投資稍大,但對于較復雜的邏輯控制,LOGO控制也會比繼電器控制的投資低,況且LOGO功能更強大,性能價格比要超過繼電器控制很多。LOGO的電氣接線要比繼電器控制接線簡單的多,調試簡單,降低了制作人工成本。另外LOGO軟件的設計成本要比繼電器控制電路的設計成本要低且便于修改,開發周期也短。
六、結束語
通過上述比較及應用案例,我們可以知道:LOGO可編程控制器是小型系統及設備實現自動化程序控制的一種簡單而快捷的方式,它不僅易滿足各種不同工藝需求,且穩定可靠,易做到標準化高效生產。
最后,我們可以得出結論:LOGO在小型的以少點數邏輯控制為主的系統或設備上使用比PLC更合適,通過不斷的推廣應用必將為更多的企業帶來實惠。
責任編輯:gt
-
控制器
+關注
關注
112文章
16448瀏覽量
179477 -
控制系統
+關注
關注
41文章
6661瀏覽量
110891 -
可編程
+關注
關注
2文章
874瀏覽量
39933
發布評論請先 登錄
相關推薦
可編程序控制器(plc)有哪些應用
基于西門子LOGO!的洗衣機自動控制系統設計
可編程序控制器在電氣控制系統改造中的應用
對可編程序控制器控制系統的可靠性探討
第7章 S7-200系列可編程序控制器
第8章 可編程序控制器的程序設計(改)
第9章 可編程序控制器的應用系統設計(改)
可編程序控制器
PLC可編程序控制器的應用市場和發展趨勢
西門子全系可編程序控制器(PLC)系列解決方案介紹






 工商網監
工商網監
評論