 PCB在外形加工時因工程設計問題導致板邊毛刺思路及解決方案
PCB在外形加工時因工程設計問題導致板邊毛刺思路及解決方案
PCB在外形加工時因工程設計問題導致板邊毛刺嚴重,需人工修理,導致生產效率低,且修理后出現外觀不良、尺寸不良等問題。本文從PCB工程設計出發,匯總了其在外形加工時遇到的難點問題,對板邊毛刺、尺寸難以保證這兩個問題進行詳細的試驗和分析,得出最佳的加工方法,為PCB外形加工的相關人員提供一些思路及解決方案。
V-CUT連接方式因其在分板時的簡便性被廣泛應用于PCB設計中。應客戶要求,部分設計中V-cut線易與成型線重合。當成型后,V-CUT處100%毛刺,此毛刺直接影響產品外觀不良,需采用人工修理的方式進行處理,人工修理難度大且耗時,導致產品生產周期嚴重被拉長。如圖1所示。
圖1 V-cut線與外形線重疊毛刺
原因分析及實驗設計
一、原因分析
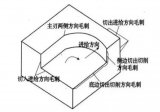
PCB進行V-cut加工后的的剖面效果如圖2所示,當生產文件中的外形線與V-cut線重疊時,即外形線為圖示虛線位置,PCB進行V-cut加工時因刀具角度原因而存在斜槽,銑刀在走刀過程中無法完全覆蓋斜槽區域,導致該位置未銑凈,進而產生區域毛刺。
圖2 V-CUT剖面圖示
二、實驗設計
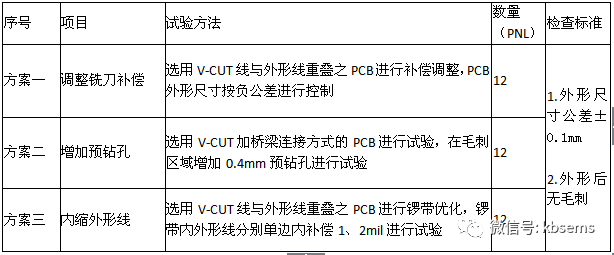
參照我司的制作經驗,我們從增加預鉆孔、調整銑刀補償、內縮外形線等方面展開深入研究與試驗,具體實驗計劃如下:
試驗結果
一、 方案一
加工過程中將銑刀補償改小:試驗板在V-CUT加工完成后進行外形制作,加工前對銑刀補償進行更改,原刀徑1.6mm銑刀補償1.52mm,加工數據見下表。
1、加工實測數據
2、試驗結果:更改銑刀補償后加工,整體尺寸偏下限,V-cut線與外形線重合位置在外形后100%毛刺,但毛刺情況較更改前有改善。具體現象如圖3所示.
圖3 更改補償對比
二、方案二
在兩線重合位置增加預鉆孔,外形后因預鉆孔位于毛刺始末處。V-CUT及外形制作后,產生區域毛刺因兩端不受力而得不到支撐,導致其自動脫落,預鉆孔設計之實物板效果如圖4。外形加工數據見下表。
圖4兩線重疊處增加預鉆孔效果圖
1、加工實測數據
2、試驗結果
在V-CUT線與外形線重合位置增加預鉆孔,待試驗板完成外形后對PCB進行清洗,隨機抽取100SET檢驗,100%毛刺,具體現象見圖5。
圖5 兩線重疊處增加預鉆孔后外形圖
三、方案三
從鑼帶進行優化,將外形線分別單邊內補償1、2mil,以將外形線與V-CUT線交錯,以達到消除毛刺的目的。
1、 加工實測數據:兩種試驗板共測試25個數據,如下所示。
2、試驗結果:當內補償外形線時,可有效改善毛刺的產生,當外形線單邊內補償2mil后進行加工,毛刺可完全消除,但因內補償尺寸偏大,導致加工過程中,PCB尺寸超下限,實物圖如圖6、7、8所示。
圖6常規外形
圖7外形線內縮1mil
圖8外形線內縮2mil
試驗總結
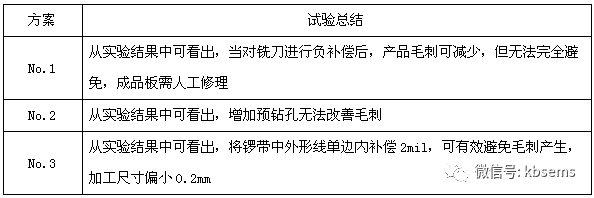
綜合上述,針對V-cut線與外形線重疊之工程設計PCB,中和增加預鉆孔、外形線單邊內補償2mil的方案來改善因工程設計導致的毛刺,能有效的避免毛刺的產生并降低了人工修理成本、杜絕了修理帶來的外觀不良等。因此法涉及內縮外形線,在尺寸方面如按+0/-0.2mm之公差進行控制,可滿足PCB品質需求。以上方法未涉及新物料、新設備,是對現有資源充分、合理的利用,適用于此類設計的PCB產品。
-
pcb
+關注
關注
4326文章
23161瀏覽量
399994 -
CNC
+關注
關注
7文章
316瀏覽量
35334
原文標題:PCB 在CNC外形加工中毛刺改善探討
文章出處:【微信號:pcbworld,微信公眾號:PCBworld】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
一文讀懂鋁基板PCB的技術要求及制作規范
鋁基板PCB的技術要求和線路制作
印制板外形加工技術
LAMC部署MSC.Software工程設計分析方案
線路板外形加工方法
實現PCB板邊倒圓角
雙面無毛刺沖裁如何實現(一種消除毛刺的加工方法)






 工商網監
工商網監
評論