 FESTO伺服氣動焊槍系統講解
FESTO伺服氣動焊槍系統講解
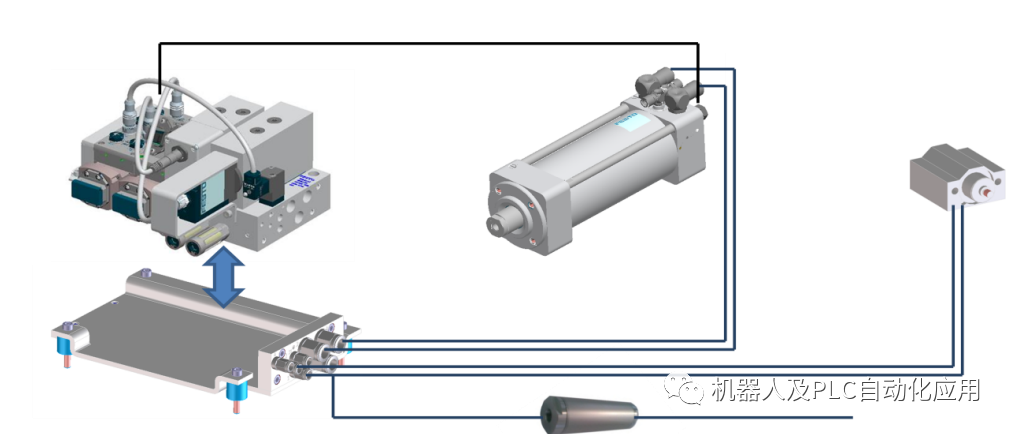
現場總線節點
伺服氣動焊槍系統支持各種現場總線協議。該設計的基礎是CPX現場總線節點FB35 – Profinet FOC(光纖電纜)或FB21 Interbus FOC。
有關現場總線節點功能的詳細說明,請參考手冊CPX-M-FB35或CPX-M-FB21。
LED指示燈FB34 / FB35
| 網絡專用 | NF =網絡故障 |
| TP1 =網絡活動端口1 | |
| TP2 =網絡活動端口2 | |
| 產品專用 | M =修改,參數化 |
| PL =負載電源 | |
| PS =電子電源,傳感器電源 | |
| SF =系統故障 |
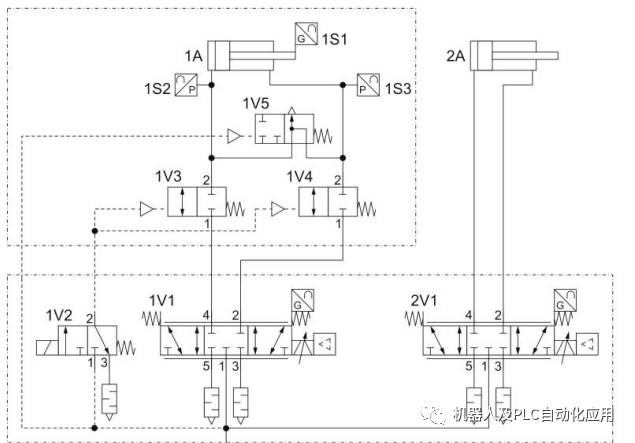
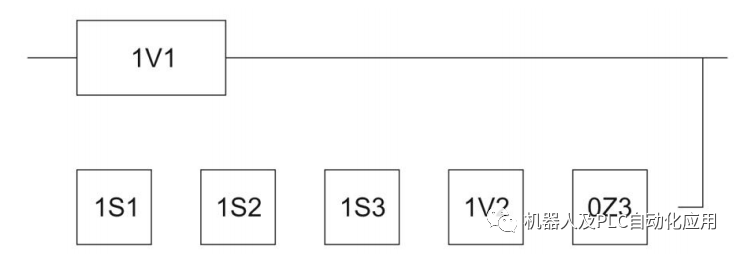
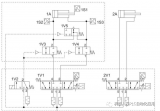
1V1比例方向控制閥MPYE
1V2控制主氣缸MSEB中的截止閥
1V3截止閥集成到主缸中
1V4截止閥集成到主缸中
1V5排氣閥集成到主缸中
1A1主缸
2V1比例調壓閥MPYD
2A1補償缸
0Z1過濾器(5 μm)
連接工作壓力和在線過濾器
焊鉗氣動回路圖.
安全功能保護裝置免于啟動,負載電壓US2斷開
US2關閉時安全功能停止的結構
在不關閉US2的情況下安全功能停止的結構
1.公稱壓力 ,5 ... 10 bar.
2.最高 運營壓力, 12 bar.
3.允許的超壓(t = 1秒,無損壞), 16 bar max. 1 sec.
4.控制器主進氣口1的工作介質, 干燥空氣,未潤滑,壓力露點比中溫低至少10 K.
5.工作電壓–負載電源–邏輯電源24 V ±10 % ,24 V ±10 %.
6.工作電流(負載和邏輯電源).<4 A,僅當現場總線節點上未連接其他模塊和閥時.
7.最高 數字量輸出的允許負載電流, 250 mA.
8.環境溫度,0 ... +50 °C.
9.貯存溫度, -10 ... +60 °C.
10.中溫, 5 ... +40 °C.
11.最高 允許相對濕度,無凝結, 90 %
12.防護等級, IP 65.
13.電磁兼容–輻射干擾–抗干擾.
14.抗沖擊, 抗振性-----嚴重等級1.
1)必須在伺服箱的主壓縮空氣連接的前面安裝一個5 μm的過濾器(0Z1)。
2)所有連接必須使用適當的保護蓋密封。未使用的ProfiNet連接必須使用適當的插頭密封。
3)該組件旨在用于工業環境。
均衡器
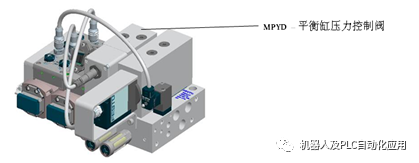
機器人通過信號“關閉噴槍”或“開始學習示教位置”激活均衡器。對于每個焊接點,機器人會發送適當的二進制值以均衡現場總線上的壓力。
對于所有其他操作模式,均衡器處于基本設置中。從而通過補償缸將噴槍保持在初始位置。運營壓力。
“均衡器返回”信號表明機器人槍處于初始位置,并且機器人正在行駛。
允許的。當用于控制均衡器的閥中的實際壓力報告小于-4.5 bar時,給出該信號。可選地,還可以通過輸入2處的終端位置開關監視噴槍的初始位置。
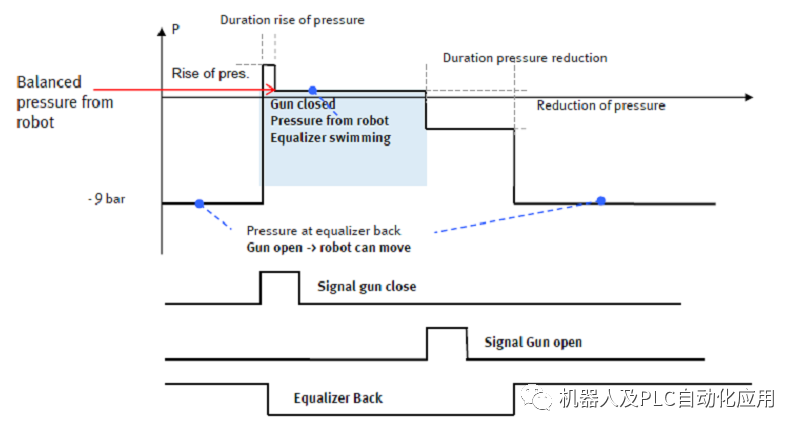
為了克服激活均衡器時的摩擦,可以選擇生成啟動信號。激活平衡壓力后,此啟動信號將打開。因此,被粘的電極應輕柔地移動到組件上。
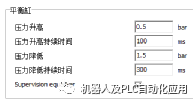
壓力上升: 激活均衡功能時壓力脈沖的高度。
壓力上升的持續時間: 激活均衡功能時的壓力脈沖持續時間。
通過“開槍”信號,均衡器返回到初始位置。為了使焊槍能夠平穩地進入初始位置,可以設置一個步驟來降低壓力。時間到期后,將重新打開均衡器的工作壓力。
減壓: 減壓高度。
減壓時間: 減壓時間。該時間到期后,將打開全部工作壓力。
監控均衡器: 可以取消對均衡功能的監控。對于沒有平衡閥的噴槍,可能會發生這種情況。
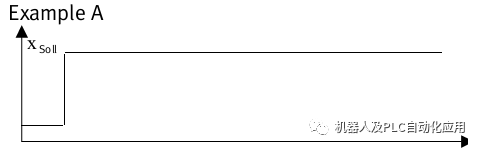
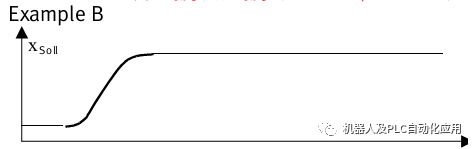
速度和加速度
例如,可以設置主缸速度和加速度的參數,以減小在移動大負載時的扭矩。
主缸運動速度(不適用于7軸操作)。
加速主缸運動(不適用于7軸操作)。
行駛到部件時的速度
開槍速度
最大速度和加速度(v = 100%; a = 100%)
降低的速度和加速度(v<100%; a <100%)< span="">
電極帽
-----
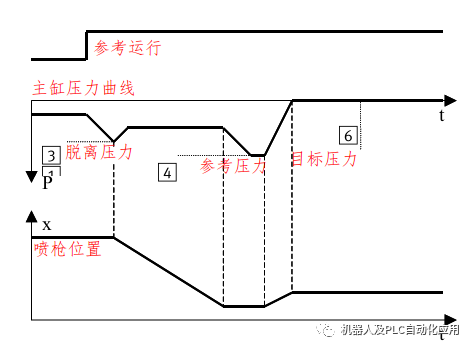
參考運行:
噴槍以緩慢的速度關閉,直到達到參考壓力。降低壓力直到達到目標壓力。當達到目標壓力時測量電極的位置。然后噴槍打開到機器人的設定點位置。
對于電極臂較重或摩擦較大的噴槍,可以相應地調整目標壓力和參考壓力。
參考壓力:
當達到該壓力值時,可以識別出噴槍已關閉。
目標壓力:
壓差減小到該值。達到壓力后,將測量主缸中的位置。
焊接
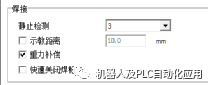
停頓檢測
在增力期間,槍支臂可能會因槍支偏轉而移動。靜止檢測值確定閾值,速度必須降至該閾值以下才能生成“達到力”信號。
停頓檢測
0:檢測已關閉。達到焊接力后即輸出“已達到力”
1 … 5 :檢測有效。一旦達到焊接力且主缸速度降至極限以下,就會輸出“已達到力”信號。
允許的限制隨著值的增加而下降。隨著過濾器系數的增加,“已達到強制”信號將在稍后輸出。
示教距離
0 :示教距離由控制器計算和指定。C噴槍10毫米X噴槍氣缸行程至少5毫米
例:X槍平移比1:3,氣缸行程= 5毫米,示教距離= 15毫米
1:接近輸入的示教距離
重量校正
0: 功能關閉
1: 根據焊槍的空間情況測量摩擦力和臂重量,并針對每個焊接點進行補償。
快速關閉焊槍
0:功能關閉
1: 從示教距離到零件的閉合過程執行得更快。為此,必須關閉重力校正功能。
7軸
輸入用于7軸操作中的跟隨誤差補償的參數.
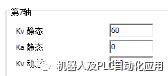
Kv static 補償切換常數取決于速度。
Ka static 補償切換常數取決于加速度。
Kv dynamic 補償切換的動態取決于以下誤差。
現場總線: Swap bytes
通過現場總線進行傳輸時,偶數和奇數字節進行交換。要進行檢查,請觀察機器人現場總線上的使用壽命。
----------------------------------------------------------------------------
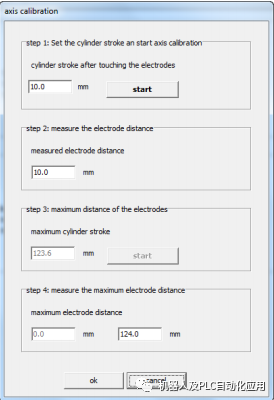
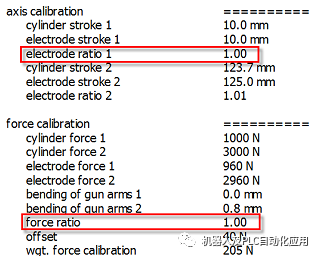
軸校準
軸校準用于確定氣缸行程和電極行程之間的零位置和平移比。C型槍的平移率為1.0。X-gun的平移比大于1.0,具體取決于臂長。
軸校準應獨立于噴槍幾何形狀(C / X)進行。在執行軸校準之前,必須安裝新的電極蓋。必須注意電極軸處于良好狀態.
零位
零位置在軸校準中確定,并保存在控制器中。零位置是帶有閉合電極的圓柱位置。如果指定的設定點位置為0 mm,則噴槍的電極關閉。
轉換比1
平移比1描述電極位置和圓柱位置之間的比率。平移率取決于在軸校準過程中測得的電極開度。平移比是在零位置附近確定的,因此噴槍在小孔的情況下可以精確工作。
轉換率2
平移比2是最大電極開度與相關氣缸行程之間的比。平移比2是在軸校準過程中計算的,由操作員通過測量最大噴槍打開處的內部寬度來確定。
機械手或WinSPZ的位置值
機器人通過現場總線接口發送或通過WnSPZ指定的所有位置信息均指電極位置。封閉的噴槍的位置為“ 0毫米”。
最大電極距離
該參數應被視為軟件限位開關。如果超出此限制,則會報告錯誤“無法到達位置”。
由于X槍的機械條件,平移比取決于打開角度而變化。如果打開角度增加,則X槍中的實際電極位置可能與測量的開口不同。
注意:進行零點標定的主要條件是,伺服焊鉗沒有故障,機器人提供US2電源.
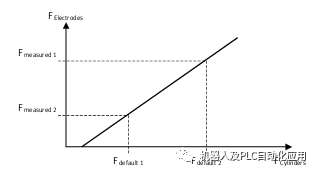
力標定
力校準用于縮放電極力。為此,為兩個電極力確定相應的圓柱力。兩個校準點足以形成精確的力特性曲線,因為行為在壓力和力之間呈線性關系。在按比例縮放時,還將測量并存儲當前的摩擦力和重力。這些值用于補償每個焊接點的重力。機械手為每個焊接點發送所需的電極力。槍的偏轉用于更精確地測量組件的厚度。
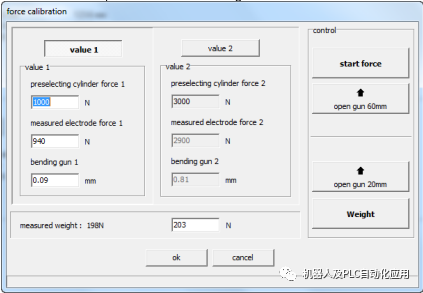
預選缸力: 氣缸力的設定值。
測得的電極力: 輸入測得的電極力。輸入“ ON”會關閉對活動電極的重力的補償
彎槍(槍的變形量): 力形成過程中槍臂彎曲的區域。釋放“啟動力”按鈕后,將自動輸入這些值。注意:要確定彎曲度,必須卸下測功機。
值1應在1000 N電極力下校準。
值2應在最大電極力– 10%時進行校準。
壓力測試工具

為了獲得所需的電極力,必須指定正確的氣缸力。
氣缸力1 = 1000 N *焊槍的力平移
氣缸力2 =最大 電極力*焊槍的力平移
在力校準中確定用于摩擦力和手臂重量的參考力,以實現與位置相關的自動力平衡。在建立力時,將自動校正與位置有關的手臂重量和摩擦力。可以通過輸入0 N測得的稱重力或在“專家”對話框和“焊接”類別中禁用“自動校正重量”功能。
氣缸力與電極力之比應大致對應于軸校準平移。在焊槍參數的打印輸出中可以很容易地檢查到這一點。
測得的重力顯示在“當前值”窗口中

---------------------------------------------------------------------------------
來自機器人的數據:
設定點位置:
設定點位置描述了焊槍的電極位置。在0 mm位置(零位置),噴槍關閉。當您使用RETURN鍵確認輸入時,該設定值將發送到控制器。1位/ 0.1毫米
焊接力:
在“關閉焊槍”期間用于建立力的電極力。1位= 100 N
均衡器壓力:
焊接過程中平衡缸內壓差的設定。
注意:機器人的二進制規格值可以在窗口[設定值]中讀取。
程序編號:
機器人當前選擇的程序號。根據該程序編號,在移動過程中選擇存儲在控制器中的開關點。(切換點:當噴槍關閉時,從高速切換到低速的電極位置)
注意:為了在自動模式下執行“關槍”功能,機器人必須選擇程序編號和車輛類型。
服務程序:
-程序編號:1 -98
-車輛類型:0
焊接程序:
-程序號:99 -255
-車輛類型:1 -255
車輛類型:
查看程序編號
來自WinSPZ軟件的數據:
速度
通過WinSPZ和PC控制測試7軸運行的氣缸速度。
通過這些變量,可以指定內部斜坡發生器的速度。
加速
通過WinSPZ與PC控制一起測試7軸操作的氣缸加速。
通過這些變量,可以指定內部斜坡發生器的加速度。
槍的功能
切換點:
開關點由機器人通過指定程序編號來選擇。噴槍以最大速度行進至切換點,然后降低其速度。
| 程序號 | 切換點 | 機器人程序 |
| 1-10 | 40 mm | 強制縮放 |
| 11-20 | 20 mm | 當前縮放 |
| 21-30 | 10 mm | 修整后的帽設置 |
| 31-40 | 20 mm | 蓋銑 |
| 41-50 | 5 mm | 開始銑削后的短路焊接 |
| 51-60 | 5 mm | 普通銑削后的短路焊接 |
| Other | 0 mm |
診斷功能,用于檢查主缸中的阻塞功能.
噴槍控制器對截止閥1V2、1V3、1V4進行功能測試。該功能測試由機器人通過設置“診斷功能”位來控制。阻止功能已激活。比例方向控制閥1V1被致動。如果主缸1A1中沒有壓力和位置發生變化,則鎖定功能正常工作。
注意:如果斷電,“診斷功能錯誤”位將保留。如果診斷功能已成功運行,則將復位“診斷功能錯誤”位。
截止閥1V2、1V3、1V4被切換。主缸1A1的連接件2和4被加壓。檢查主缸1A1中的壓力和位置變化。
診斷I / O:
診斷功能I / O = 1
常見錯誤= 0
準備好槍= 1
診斷錯誤:
診斷功能錯誤= 1
常見錯誤= 1
準備好槍= 1
錯誤保存在EEPROM中。
只有通過成功運行診斷功能才能確認錯誤。
如果通過主缸中的截止閥1V2,1V3,1V4檢測到壓力變化或位置變化。
審核編輯:劉清
-
LED指示燈
+關注
關注
2文章
94瀏覽量
12757 -
光纖電纜
+關注
關注
0文章
30瀏覽量
10891 -
過濾器
+關注
關注
1文章
432瀏覽量
19739 -
FOC
+關注
關注
20文章
325瀏覽量
42990
原文標題:FESTO 氣伺服焊鉗講解
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
基于Labview的氣動伺服系統辨識
基于專家系統的焊槍姿態智能控制系統
氣動數字伺服實驗臺的研制
氣動伺服焊槍的研究進展及展望
氣動伺服焊槍軟接觸研究
改進RBF網絡PID算法在氣動力伺服系統中應用
FESTO電磁閥在工業控制中起到的作用
伺服氣動焊槍系統支持各種現場總線協議
AVR單片機在直流伺服控制系統中的應用講解

解讀工業伺服驅動及控制系統行業發展態勢






 工商網監
工商網監
評論