") 工藝升級之鈑金設(shè)計在激光焊接箱體結(jié)構(gòu)中的作用
工藝升級之鈑金設(shè)計在激光焊接箱體結(jié)構(gòu)中的作用

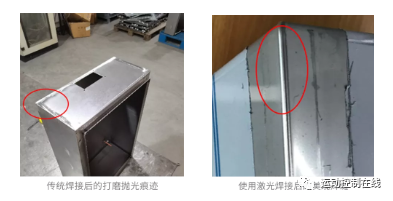
在應(yīng)用工程師過往的工作中,也接觸過類似的樣件,而且我們也特別針對氬弧焊、氣保焊等傳統(tǒng)焊接和激光焊做過工藝優(yōu)勢的對比。
工藝升級
鈑金設(shè)計在激光焊接
具有翻邊45°斜接接口箱體結(jié)構(gòu)中的應(yīng)用
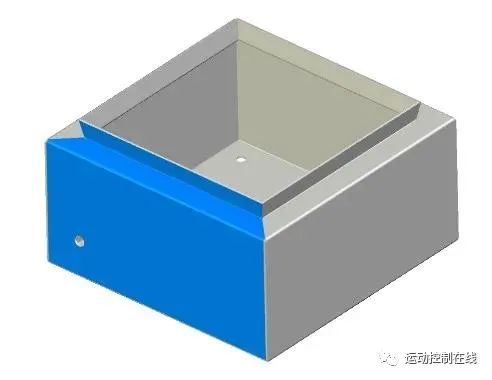
樣件示意圖
對箱體結(jié)構(gòu)搭邊量的優(yōu)化
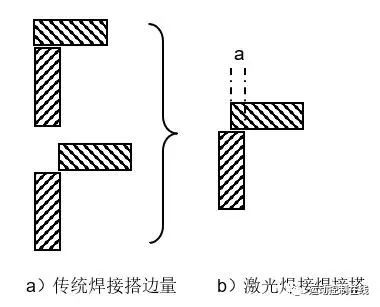
圖2 角焊縫搭邊量改進(jìn)
如圖2、3所示,其中,t為板厚,a為搭接量占板厚的百分比,b為激光中心在板斷面的位置,α為激光傾角。
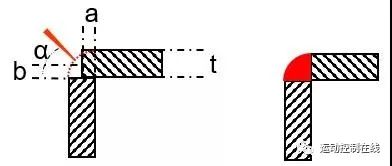
圖3 激光焊接搭邊量
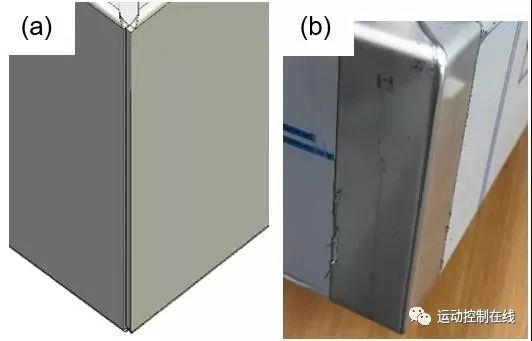
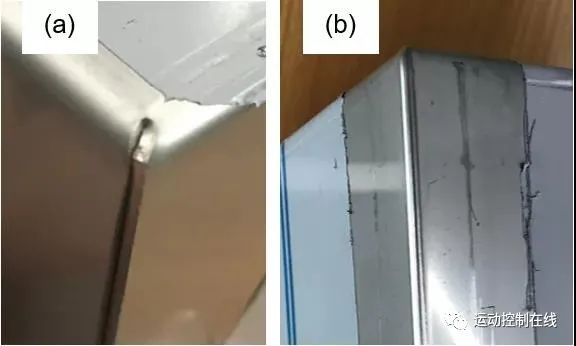
圖4 搭邊量優(yōu)化示意圖及實際激光焊接效果
通過激光焊接系統(tǒng)自動調(diào)焦系統(tǒng)精確設(shè)置離焦量為10.00mm,調(diào)焦精度為0.01mm。通過高倍CCD相機(jī)精確定位b值,可以實現(xiàn)在不填加焊絲的情況下得到圓潤的激光焊縫,如圖4b所示。該搭邊量優(yōu)化方案適用于3mm及以下厚度,其中a、b、α值由t值決定。
邊角釋放槽的設(shè)計
在傳統(tǒng)焊接過程中,一般采用矩形或圓形邊角釋放槽。但該類型邊角釋放槽,在進(jìn)行激光焊接時極易造成焊穿或不飽滿的情況。
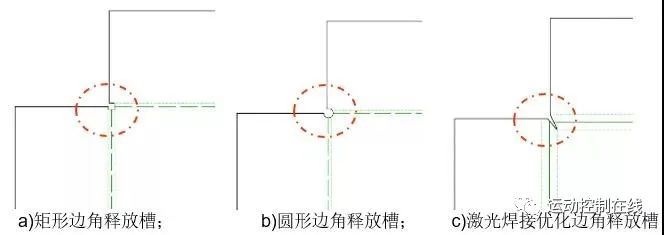
圖5 邊角釋放槽示意圖

圖6 邊角釋放槽激光焊接設(shè)計示意圖
通過調(diào)用激光焊接邊角釋放槽工藝塊,對產(chǎn)品結(jié)構(gòu)進(jìn)行優(yōu)化。在激光焊接后,可以得到非常飽滿、圓潤的焊接效果,幾乎不需要二次處理,極大的減少了后續(xù)加工的時間,如圖7所示。
a)焊接前 b)焊接后
圖7 邊角釋放槽實際激光焊接效果
翻邊45°斜接接口的設(shè)計
在焊接不銹鋼箱體結(jié)構(gòu)中,由于折彎變形量的存在,在翻邊45°斜接接口位置很難閉合緊密,如圖8,A處所示,采用激光焊接極難處理。因此,該接口的設(shè)計將直接影響到箱體結(jié)構(gòu)的焊接質(zhì)量。同時在B處也會存在較大的孔隙,直接激光焊接很難處理。
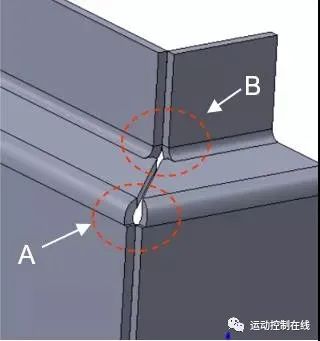
圖8 優(yōu)化前結(jié)構(gòu)示意圖、
對于該種情況,本文對箱體結(jié)構(gòu)進(jìn)行了優(yōu)化。在設(shè)計時將臺階面部分金屬進(jìn)行切除,再延伸出兩個小臺階面,如圖9a所示,之后在展開時,以其端面為基準(zhǔn),將先前切除部分補(bǔ)齊,如圖9b、9c所示。在圖8中B處,做兩個臺階面交錯延伸,以增加金屬補(bǔ)償量,彌補(bǔ)在此處產(chǎn)生的孔隙,如圖9d所示。
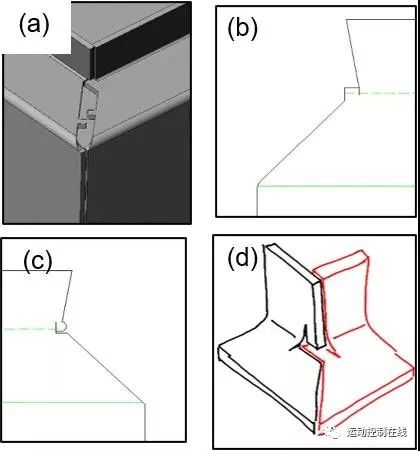
圖9 翻邊45°斜角接口鈑金設(shè)計示意圖
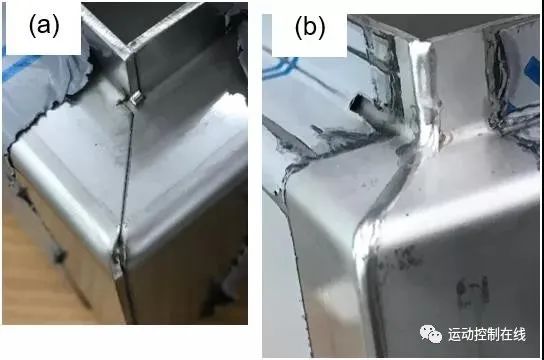
圖10 翻邊45°斜角接口激光焊接效果
圖10為實際激光焊接之后的效果。由圖10a可以看到在接口處閉合緊密,完全滿足激光焊接工藝要求。焊縫表面美觀,過渡自然,無凹陷、焊穿等現(xiàn)象。
DMC640MH優(yōu)點:
工作過程中,如焊接點線位時,我們可對激光器輸出的激光功率進(jìn)行有效的控制,根據(jù)每個焊接點的特性控制不同焊點時匹配的激光功率,從而保證激光焊接質(zhì)量,避免出現(xiàn)PCB板燒板或虛焊現(xiàn)象。
預(yù)送錫焊接工藝,降低上錫難度,提升上錫準(zhǔn)確率,解決焊料多寡一致性問題。

-
激光
+關(guān)注
關(guān)注
19文章
3251瀏覽量
64854
發(fā)布評論請先 登錄
相關(guān)推薦
激光焊接機(jī)在精密微小元件中的工藝流程

激光焊接技術(shù)在焊接超薄材料的工藝案例

激光焊接技術(shù)在焊接鎳鈦金屬的工藝應(yīng)用

藍(lán)光激光焊接技術(shù)在焊接繞線柱工藝中的工藝應(yīng)用

激光焊接技術(shù)在焊接醫(yī)療引導(dǎo)管的工藝應(yīng)用

創(chuàng)想智控焊縫激光跟蹤系統(tǒng)協(xié)同發(fā)那科機(jī)器人在箱體自動焊接的應(yīng)用

激光焊接技術(shù)在焊接醫(yī)療導(dǎo)引導(dǎo)絲工藝中的應(yīng)用

激光焊接技術(shù)在焊接醫(yī)療彈簧導(dǎo)絲的工藝應(yīng)用

激光焊接技術(shù)在焊接醫(yī)療耳內(nèi)窺鏡的工藝特點

激光焊接技術(shù)在焊接醫(yī)療編織網(wǎng)的工藝應(yīng)用

激光焊接技術(shù)在焊接耳鼻喉鏡的工藝應(yīng)用

激光焊接技術(shù)在焊接鎳鉻合金的工藝優(yōu)點

激光焊接技術(shù)在焊接鎳鉻合金的工藝優(yōu)勢有哪些
激光焊接技術(shù)在焊接醫(yī)療導(dǎo)管中的工藝特性

激光焊接技術(shù)在焊接醫(yī)療導(dǎo)管的工藝應(yīng)用






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論